
LEARN MORE
VIDEOS
RELATED EQUIPMENT
LEARN MORE ABOUT
Conveying Equipment
- Conveying Equipment White Paper
- Belt Conveyors
- Conveying Equipment Cleaning
- Roller Conveyors
- Screw Conveyors
- Lane Setters
Dan Pollak once opened a presentation with the statement that “Conveyors are intelligent bridges between islands of automation”. That was almost 20 years ago and I have never forgotten it.
A packaging line consists of a series of machines such as a filler, a capper, a labeler and so on. These are the “islands of automation”. Each, on its own, can accomplish very little. The labeler, for example, can’t do anything until it receives full, closed bottles. After labeling it can’t do much until the bottle is taken away. Sometimes this is manual but more often they are connected, or “bridged”, by conveying equipment.
Conveying equipment must know when to take away product from one machine and when to feed it to the next one. To do this, they need some intelligence. Thus, “intelligent bridges”.
Properly designed and controlled conveying equipment is essential to efficient packaging line operations.
Too often conveying equipment is treated as the proverbial rented mule of packaging lines. A lot of care and attention to detail go into the rest of the machines on the line. Once everything else has been bought: “Oh, yeah. How much budget is left over? We need some conveying equipment to tie everything together.” What’s available and affordable becomes what’s bought.
There are many types of conveying equipment used in packaging. Flat-top chain, matt-top chain, belt, cable, pneumatic, magnetic, roller and more. Within each of these general types, there are dozens of variations.
Conveyor chain
The most common type of conveying equipment used in automated packaging lines, at least up to the case packer or bundler, is the flat-top chain. This is sometimes called “Table-Top chain but this is a tradename of Rexnord industries and should be applied only to their brand of chain.
Flat-top chain gets its name because it provided a smooth, flat, surface for conveying. In use, it is not always smooth. Lugs, pushers, or fixtures are sometimes attached to the plates. One variation, called roller-top or low back pressure has rollers mounted to the chain flights. Flat-top chain is available in a variety of materials but most commonly acetyl plastic (Delrin), steel or stainless steel. Some chains may have coated flights to increase or reduce friction. Flat top chain is available in standard widths from 1” to 15”. Multiple rows of chain can be used when greater widths are required.
Flights, or links, can be one or two piece. One piece flights are molded as a single piece of plastic or formed from a single piece of metal. The basic form includes a male and female section that allow linking with pins. Pins are normally stainless steel. Some applications may not permit the use of metal pins. A metal detector would detect the pins rather than product contamination. Non-metallic pins are available for these applications.
Chains can be designed as straight running which minimizes gaps between chain flights. This is especially good for smaller products or products that might otherwise get caught in the gaps between flights. They will not go around curves.
CHECK OUT THE FULL WHITE PAPER: DOWNLOAD PDF
Conveyors are the bridges between the islands of automation on any packaging line. Belt conveyors us a continuous belt material as opposed being made up of individual links as in chain conveyor.
There are literally hundreds of belt materials to choose from. These range from very rough belts where high friction is required to carry a product up an incline, to smooth belts that sanitary and easy to clean for direct contact with foods. Belts can be solid metal to carry cake batter through ovens of cooking, or wire mesh for enrobing candies.
Belts can be flat or can be formed into a U or trough. They can include sides and lugs up to a couple inches high.
Belts can range in width from less than an inch to several yards wide. Conveyors can be as short as a foot or two or, in some applications, several miles long. Most belt conveyors are straight running. Belting doesn’t easily bend around curves but there are plenty of belt curves and even spiral elevators.
It is hard to imagine a belt conveyor design that isn’t readily available. But if you do imagine one, there is surely someone who can build it.
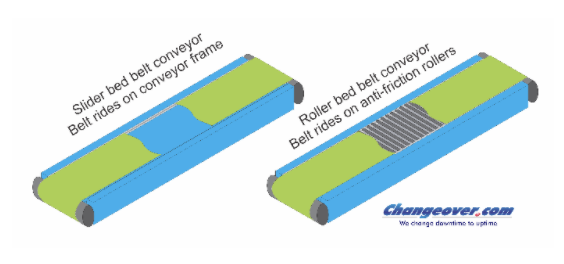
Belt conveyors used in packaging generally come in two types: Slider bed and roller bed. The belt rides directly on the conveyor frame in a slider bed design. A plastic liner may be used between frame and belt to reduce friction. Slider bed conveyors are simple and work well where belt speeds and loads are not high.
If higher speeds and loads are required, a roller bed design may be used. A series of rollers is mounted on the frame with the belt riding on top of them. The rollers eliminate virtually all friction on the belt.
Belt conveyor frames may be made of painted steel, stainless steel, aluminum, plastic or other materials.
Various types of belt splices may be used depending on the application. If the belt needs to be removed periodically, perhaps for cleaning, an alligator or similar splice should be used. This permits unsplicing by removal of a pin. The alligator cause several other problems. If the conveyor is used directly for conveying food products, the splice will collect product and may be difficult to clean. Since the splice is not smooth, it may also damage the product if the product slides over it.
A seamless, or nearly seamless, splice can avoid these issues. The ends of the belt are skived so that they overlap smoothly. The ends are then glued or vulcanized together. This makes for a strong, smooth, splice but may be beyond the capabilities of some plants to do in-house. It can also make the belt difficult to remove. If that become necessary.
Unlike most chain conveyors, belt conveyors can be run in either direction, drive permitting. Drive may be with AC or DC motors, servo motors or even pneumatic motors.
Ever look inside your conveyors? In some plants it can be plenty scary. They tend to collect whatever falls on the conveyor. Since they’re seldom opened unless the chain breaks, it’s a case of out of sight, out of mind.
I’ve been in food, beverage, pharma and other plants where conveying equipment cleanliness is a concern. They remove the chain weekly, sometimes even daily, to clean the conveyor innards. The conveyor is clean but, boy howdy, that’s a lot of work.
If you are doing that, give me a call, there are some ways to simplify removal and replacement of the chain. Another option is a continuous chain cleaner. Several companies make them.
These work well for cleaning the chain. They don’t do anything about cleaning the inside of the conveyor frame.
Most conveying equipment consists of two plates or channels as shown here. The frame top is open so anything that falls through the chain winds up inside. Some will fall all the way through but a lot will be trapped inside and most of the rest will just land on the bottom of the conveyor return. Sanitary conveyors are standard in the pharmaceutical industry and are becoming more and more common in other industries. Sanitary conveyors have a closed frame forming an inverted U. A pair of rails is mounted atop the frame to support the chain.
When a spill occurs, instead of falling inside the conveyor it falls on top of the frame and runs down the outside. Since the chain is above the frame, it is easy to reach a wiper between frame and chain and clean it up. Here’s a hint: When specifying sanitary conveyors, make sure there is at least an inch or so of clearance between rails and frame so you can get your hand in.
This is another approach to sanitary conveying equipment design. Nice, huh? Out of sight, out of mind is no way to run a packaging line. It’s no way to build a packaging line either. You need a machinery provider who will be with you and transparent every step of the way from initial concept through build, integration, commissioning and ongoing support.
Roller conveyors can be unpowered, often referred to as gravity roller conveyors, or powered. They can range in length from one to hundreds or even thousands, of feet. Typical widths run from 6” or so to 6’ or more.

Roller conveyors consist of a series of rollers typically ranging in diameter from 1” to 3” with larger diameters for heavier loads. The rollers are mounted between 2 frames. Unpowered roller conveyors incorporate ball bearings in the rollers so that they will turn freely on their shafts.
There are several methods commonly used to drive powered rollers
Belt drive – A powered belt is mounted under the rollers running opposite to product flow. Friction between the belt and rollers causes them to turn, conveying the product. Slippage between belt and roller assures minimal back pressure. Even more precise backpressure control can be achieved by dropping sections of the belt out of contact with the rollers.
Chain drive – Each roller has a pair of sprockets on its axle. Sprockets are connected by short loops of roller chain. A motor drives one of the sprockets and the chain loops drive the rest.
Line shaft – A powered shaft runs the length of the conveyor. A rubber belt, twisted 90 degrees, connects the shaft to each roller. Each roller is normally driven but this is not necessary. If there is too much back pressure belts can be removes so that only a portion of the rollers are powered with the others freewheeling.
Motorized rollers – Several companies manufacture rollers that incorporate an electric motor in the roller.
Roller conveyors work best on larger packages such as cases, pails, drums, pallets. Smaller packages such as bottles will jostle as they move from roller to roller due to the uneven surface. The rule of thumb is that there must be at least 3 rollers at all times under the object being conveyed.
The three roller rule also applies, loosely, to objects having irregular running surfaces. The rollers must be set closely enough that protuberances, such as a slat on the bottom of a pallet, do not get caught between rollers.
Screw conveyors are particularly useful for transporting powders and granular products. They can also be used for transporting larger bulk objects including packaging components like caps provided they are rugged enough not to get damaged by the screw.
They can be used to transport horizontally but they are often used to elevate materials from one level to another. An inclined screw with a loading hopper can be loaded at floor level and discharge the materials into the feed hopper on a vertical form-fill-seal machine that might be 10-15 feet above the floor.
This avoids the hazards of lifting the materials in bulk and of an operator working at elevation.
Screw conveyors work on the principle of an Archimedes screw. They consist of a helix or screw running the length of the conveyor. The screw is normally enclosed in a tube or a trough with removable cover. Occasionally they are open but this is not normally recommended as contaminants can fall into the screw.
In most applications there is a hopper above the infeed end of the screw. Product is dumped into the hopper. It falls into the screw flights by gravity and is pulled out of the hopper. The screw may be also fed directly from an upstream processing machine.
There are two types of screw, shafted and shaftless.
Shafted screws have a center shaft with formed flights welded to it as shown here. One end is driven by a motor, the other is suspended in a bearing. On longer conveyors intermediate bearings may be used to support the shaft.
One of the primary advantages of a shafted screw is that it is not in contact with the sides of the trough or tube. This avoids wear and also reduces grinding of finer materials between screw and wall. A disadvantage is that they are more expensive then a comparable shaftless screw.
Shaftless screws are extruded in a similar process to spring forming and are open in the center. Various profiles are available depending on conveyed material. They are driven at one end and unsupported at the other, depending on the tube or trough for support. This causes wear and may necessitate periodic replacement of tube, screw or both. Tubes may be made of plastic to minimize wear on the more costly screw.
When you need to elevate materials, screw conveyors may be the way to do it.
When you need to get a packaging line up and running, Frain is definitely the way to do it.
Frain has an extensive inventory of machinery waiting for you. Some machines are available for delivery in days, not months. Single machine or complete, fully integrated line, Frain is your solution.
Rent, Buy or lease? Your choice. Frain makes it work for you.
Lots of machines like case packers and bundlers have multi-lane infeeds. Lane spacing needs to be reset each time the pack pattern or product size changes. Commonly the lane guides are mounted on a cross-rail. They are held in position by a setscrew or bolt or a big wingnut.
First tip for you is to replace the bolts with hand levers or a toggle clamp. Even better, a single toggle clamp at the end of the cross rail to clamp the entire stack in place. A case packer infeed with 8 adjustment points, each with 5 guides to be positioned and 4 spacers to be placed … after loosening all the rails and moving them to the approximate position, Vee block spacers are inserted and everything is tightened back up.
It’s not a quick process. Handling all those spacers, schlepping them to and from the store room doesn’t help, either. You can imagine how efficient and precise this is. But at least they don’t have to deal with all the spacers so, pick your poison.
Here’s a couple of better ways:
Instead of loose, individual, spacers, make a solid block with slots in it. You still have to adjust the rails but it has been simplified. If you only have 2-3 different sizes or patterns to run, you can combine the different spacers on the same block.
Here’s an even better way.
We mounted an 80/20 extruded aluminum bar over the lanes. Each side of the bar has 4 forks. Each lane guide has a rod that engages with the forks. When installed, the lanes are adjusted to position, the forks engaged with them and then locked in place to the fork bar. After installation, the forks should never move. If more than 4 setup patterns are used, 2 sets of forks could be used on each face of the bar. Color coding is recommended. The fork bar locks in place with the flick of a toggle clamp.
To set the lanes:
Release the toggle clamp. Rotate the fork bar 45 degrees to disengage the forks from the rods, move the lane guides to the approximate new position and engage the appropriate set of forks. Latch the toggle clamp and you’re ready to run.
Frain is ready to run for you. When you need to rent or buy a machine or integrated line, Frain will make it run.
videos
BELT CONVEYOR: Van Pak / Bastian 142″ Table Top Conveyor Demonstration
BELT CONVEYOR: 48″ Table Top Conveyor Demonstration
BELT CONVEYOR: Van Pak / Bastian 178″ Table Top Conveyor Demonstration
TABLE TOP CONVEYOR: This is the demonstration of the Trans Ver Conveyor
TABLE TOP CONVEYOR: Custom Cut Metal VFD Table Top Conveyor Demonstration
TABLE TOP CONVEYOR: Accutek Stainless Steel Table Top Conveyor
INCLINE CLEATED CONVEYOR: Ultra Fab Inc Cleated Incline Conveyor Demonstration
INCLINE CLEATED CONVEYOR: Smalley Cleated Inclined Conveyor Demonstration
INCLINE CLEATED CONVEYOR: BMI / Benda Cleated Incline Conveyor Demonstration
SIDE BELT TRANSFER CONVEYOR: SIDE BELT Conveyor Demonstration
SIDE BELT TRANSFER CONVEYOR: Bottomless Stainless Steel Side Belt Transport Conveyor Demonstration
SIDE BELT TRANSFER CONVEYOR: Control Print Inline Side Belt Transport System Demonstration
SCREW CONVEYOR: Hapman Screw Conveyor Demonstration
SCREW CONVEYOR: Hapman Feeder Auger HELIX Demonstration
SCREW CONVEYOR: Flexicon, 2″ diameter stainless steel screw conveyor/hopper system.
BUCKET ELEVATOR CONVEYOR: Frazier & Son WHIZ LIFTER Bucket Elevator Demonstration
BUCKET ELEVATOR CONVEYOR: Frazier & Son Conveyor Bucket Elevator C-WD Demonstration
BUCKET ELEVATOR CONVEYOR: Frazier & Son, stainless steel, Z style bucket elevator.
PACK OFF CONVEYOR: Dorner Pack-Off Belt Conveyor Demonstration
PACK OFF CONVEYOR: Dorner Pack Off Conveyor Demonstration
PACK OFF CONVEYOR: Grote Conveyor Pack Off LH CONV BOX Demonstration
VIBRATORY CONVEYOR: CMI SGS Vibratory Feeder Demonstration
VIBRATORY CONVEYOR: Meyer Vibratory Feeder Demonstration
VIBRATORY CONVEYOR: Smalley Vibratory Conveyor Demonstration
ROLLER CONVEYOR: 15½” W x 240″ L Zero Pressure Powered Roller Accumulation Conveyor Demonstration
ROLLER CONVEYOR: Hytrol Long Curved Roller Conveyor Demonstration
ROLLER CONVEYOR: Orion 52″ W x 25′ L Powered Pallet Roller Conveyor Demonstration
RELATED EQUIPMENT

Conveying Equipment MANUFACTURERS




