
LEARN MORE
VIDEOS
RELATED EQUIPMENT
LEARN MORE ABOUT
Inspection Equipment
- Inline Package Inspection White Paper
- Inline Vision Inspection Equipment White Paper
- Metal Detectors
- Checkweighers
- X-Ray Inspection
Why inline inspection equipment
The concept of quality assurance (QA) says that machines and processes must be designed so that they cannot make a bad, out of specification, product. This is fine in theory but nothing is ever perfect. Quality control (QC) inspects products with inspection equipment after they are made to try to catch any bad ones. In the past QC relied on inspection of representative samples at various stages.
Sampling has 2 problems. First, it is sampling, it is not 100% inspection. If a sample is taken at 10AM and another at 10:30 and both are good, in specification, the assumption is that all product between those times are good. Statistical sampling techniques are used to refine this and increase the probability that this is true. It is still no guarantee.
The second problem with sampling is that if the sample at 10:30 is bad, how many products between 10 and 10:30 are bad? What is to be done with that production? Can it even be identified?
There are a number of inline inspection processes which inspect 100% of products on the line using inspection equipment, rejecting any out of specification product. This paper will discuss some of them.
Get the rest of the white paper by downloading the PDF here.
Machine vision inspection equipment means using an automated system to replace human visual inspection. Some systems do this using photoeyes. For example to detect a missing cap, label or other component. In general when we speak of machine vision, we mean camera based inspection equipment. These take a picture of the element of interest then process the image in a computer to determine whether the element is within specification.
Machine vision inspection equipment is also used for other operations besides inspection but this paper will focus only on inspection uses.
Common elements inspected include missing components, presence and correctness of lot and date codes, label skew, cracked glass and much more.
Most machine vision systems inspect 2 dimensionally, meaning they can only see what is on the surface, They cannot detect, for example, a tablet with the back half missing. Several companies in recent years have begun offering 3D vision systems that may be useful in these applications. It is still a new technology with limited applications so this whitepaper will focus on 2D systems.
DOWNLOAD THE FULL WHITE PAPER HERE: DOWNLOAD PDF
Metal can get into your product at many points in the process. It may come with the raw material, it may be a screw or nut on a filling machine, it can be chips caused by maladjusted mixing blade making contact with each other. The customer doesn’t care where it came from, they just do not want it in the product.
Inline metal detectors can detect ferrous and non-ferrous metal in your product at particle sizes down to 1mm and smaller depending on product and application.

Metal detectors come in various configurations. One common configuration is show where the detector is mounted on a conveyor. Metal detectors can also be mounted vertically, for example on the infeed to a vertical form-fill-seal bagging machine. The detector is mounted between the filler discharge and the forming chute. Product being fed to the bag passes through the metal detector. If metal is detected, the bag is rejected.
Metal detectors are also available for inline inspection of liquids. The metal detector is built around a section of piping. If metal is detected, a dump valve opens diverting the product to drain.
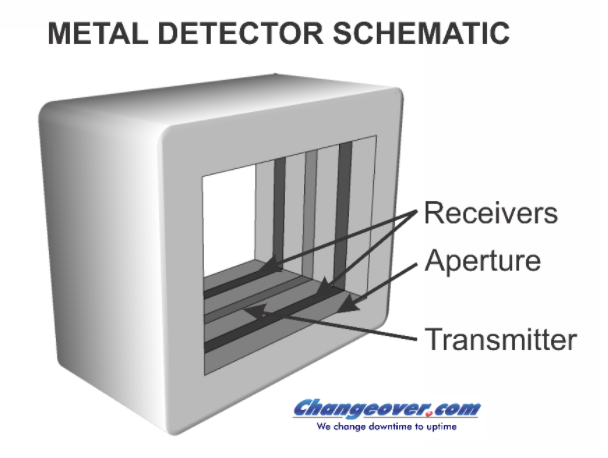
The principle of operation is simple. The metal detector consists of 3 coils wrapped around an aperture through which the product passes. There is a transmitter coil and 2 receiver coils. The 2 receiver coils are balanced so that, absent the presence of metal, they balance each other. The presence of metal disbalances the receivers. The detector recognizes this imbalance electronically and triggers a reject signal to reject the product.
Sensitivity of metal detectors is, in part, a function of the aperture size. The bigger the aperture, the less sensitive they will be. For best results metal detectors should be sized as small as possible while still allowing free flow of product.
Metal detectors detect all metal passing through them. The foil security lining on a bottle cap. Foil wrapping will trigger them. One area to note is the conveyor. Conveyors passing through a metal detector must be non-metallic. Most chain conveyors use metal pins to connect the links. Chains with non-metallic links are are available. If a belt conveyor is used, vulcanized splices are recommended. If this is not possible, be sure to use a plastic splice to avoid triggering the detector.
Metalized plastic bags can cause false detection with some systems though they may be alright with many of the newer systems. When planning to run metallized bags, always check with the detector supplier beforehand to be sure it will not cause issues.
Consumers have a right to a safe product, free of contamination. Producers have an obligation to provide it to them. Ideally, packaging and processing lines should be designed, validated and operated so that they cannot produce a defect product. Inline inspection verifies that they do not. Metal detectors are a valuable tool in the quality toolbox.
Checkweighers, as their name says check the weight of packages. This is useful for verifying the proper amount of product in the package, the proper number of finished packages in a sealed case or for determining the weight of variable packages such as trays of chicken parts. They can even be used to calculate things like shipping charges on random packages.
Most checkweighers are gross checkweighers. They only weigh the finished package. If a bottle is supposed to contain 12 ounces of candy, the total weight of the package might be 14 ounces including bottle and cap. The assumption is that the weight of the bottle and cap is constant and, if the gross weight is 14 ounces, the net weight will be 12 ounces.
This may not be good enough for some applications. An expensive product my require a high degree of precision. If the product is in a glass bottle, the bottle weight may vary more than the permissible variation in fill. The solution for this is net checkweighing. This requires 2 checkweighers. The first weighs the empty bottle and records the tare weight. After filling the bottle is reweighed, the tare subtracted and the net weight verified.
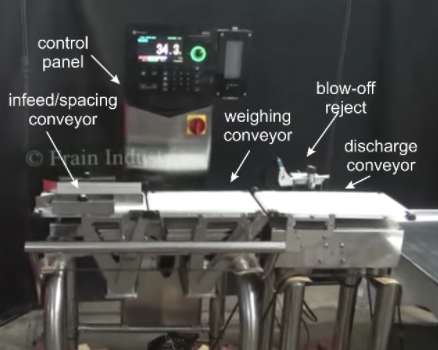
The typical checkweigher weighs the package in motion and consists of 3 conveyors, though sometimes only 2 are used. The infeed conveyor is used to time the package onto the weighing conveyor and assure that only one package is weighed at a time. The weighing conveyor, sometimes a pair of side gripping belts, is mounted on a load cell. As the package crosses the conveyor, the weight is taken, verified, and recorded. The third, discharge conveyor, rejects the over/underweight package.
Most checkweighers have 5 weight zones. The center zone is the ideal weight range. The next 2 zones are low and high weight but still within specification. This can be used to trigger an alarm but does not normally reject. Finally, there are high and low reject zones. Product falling in these zones is out of specification and is rejected. Some checkweighers have two reject mechanism to segregate over and underweight packages. Others reject all out of spec packages into the same bin.
Some applications, chicken parts, shippers in a distribution center are two examples, do not classify packages as in or out of spec. Rather, they weigh the package and use this information to print a label with the package weight. In some instances, they may calculate the price and print that as well.
Other applications may use the checkweigher to automatically adjust fill volumes maintain target weight.
Whatever the application, checkweighers display and record the weight of all packages.
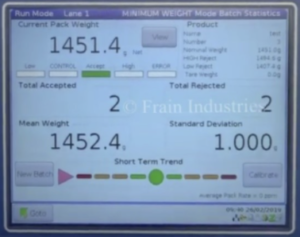
Most checkweighers can also perform basic reporting such as number of high and low weights, average weight, number of rejects and other statistical functions.
Whatever your process, whatever your package, you need inline, 100% verification to assure the perfect product ships to your customer. Checkweighers from Frain help make sure you achieve that.
Camera based vision inspection systems are often used to detect product contamination. Their main limitation is that they can only inspect what the camera can see. Metal detectors are commonly used to detect even very small metallic chips or particles. Very common and useful inspection tools but cannot detect anything other than metal
But what do you do when you want to detect bone fragments in a hamburger patty or mix or glass chips in mayonnaise? Both hamburger and mayonnaise are so no camera can “see” any contamination. Glass and bone are non-metallic so they won’t be picked up by a metal detector.
X-Ray inspection is the answer.
Vision inspection systems work by taking a picture of the product then analyzing the image for abnormalities. There are multiple components to the system but the two most important are lighting and image processing.
X-rays can be thought of as analogous to light. A burst of x-ray is passed through the product onto a receptive surface on the other side. This used to be a photographic film but is now a digital media which allows instant, computerized analysis. Passage of the x-ray is partially blocked by areas of higher density in the product. Blockage is proportional to the density so that a bone chip will show up on the media as a dark spot. The hamburger or mayonnaise, of lesser density will show up on the media as a lighter color.
Once the image has been captured into the digital media the processor analyzes it looking for and grading areas of different densities. If it detects areas darker than a pre-set level, it triggers a reject signal to kick that product off the line.
We’ve been conditioned to think of x-rays as dangerous to be around. Like any industrial machine, x-ray inspection machines can be dangerous if not handled properly. If handled properly, they are no more dangerous than any other machine. Do not let unfounded fears prevent you from adding this valuable tool to your line.
videos
Inspection Equipment Overview
CHECKWEIGHER: Loma CW3 Checkweigher Demonstration
METAL DETECTOR: Loma IQ4 Metal Detector Demonstration
X-RAY: Loma X5 500 X-Ray Demonstration
X-RAY: Loma X5 500 X-Ray & Loma CW3 1500 Checkweigher Demonstration
RELATED EQUIPMENT



Inspection Equipment MANUFACTURERS


