Orienter Machines
Used Orienter Equipment
There are many ways to get bottles onto a packaging line and the method used is somewhat dependent on how the bottles come to the line. Bottle orienters will work however they come. They are designed to receive bottles in bulk, into a hopper then orient them neck up and single file onto the packaging line.
Virtually all bottle orienters begin with a hopper into which the bottles are dumped. The hopper is usually floor mounted with an elevating conveyor to raise the bottles to the orienter’s sorting disk. In other cases, the hopper is mounted above the orienter, sometimes on a second floor or mezzanine and feeds by gravity.
Bottles are metered into the rotating sorting disk and single-filed with neck either leading or trailing.

As they exit the disk, they are converted so the necks are all in the same direction, leading or trailing depending on the machine design. Some do this by capturing the bottles in grippers. A photo eye detects the bottle position and flips them over as needed.

Other common designs use a hook or, sometimes, a loop. If the neck is leading, it catches on the hook and the bottle flipped over. If the base is leading, the hook can’t catch and the bottle remains base leading. After the hook, all bottles are turned upright.

Still another style uses the centrifugal disk to orient lengthwise but has a series of cutouts profiled to the bottle. The bottles are directed into the cutouts and then fall vertically into a chute with the neck up, regardless of orientation in the cutout.
Small bottles may be fed using vibratory feeders. The feeder orients the bottle either in the bowl or using a secondary mechanism as the discharge. These are excellent for use in cleanrooms as vibratory feeders have no moving parts.
Several companies make orienters using robots and vision systems. One design uses a 3D camera in the robot arm to pick randomly oriented bottles out of a box or gaylord container. The camera directs the robot how to orient the bottle vertically before placing it on a conveyor.
Another design feeds the bottles onto a belt conveyor. The camera shows the robot the location and orientation of the bottle. The robot picks it and places it correctly onto the conveyor.
Some non-symmetrical bottles, such as “F” style bottles or bottles with distinctive fronts and backs will need secondary orientation. The bottles are oriented neck up onto a conveyor but the neck may be on the leading or trailing side of the bottle. An axial orienter is used to rotate bottles 180 as needed.
Related Categories
Orienter Equipment In Stock

Posimat Unscrambler Orienter GIRAMAT B Posimat Giramat in-line bottle orientor with a capacity of 200bpm
- Manufacturer: Posimat
- Model Number: GIRAMAT B
- Frain Number: 5D5827
Posimat Model Giramat B, 180°, In-line bottle orientator rated from 20 to 200 bottles per minute – depending on container and application. Equipped with 120" long x 3-1/2" wide vacuum conveyor for bottle stability during the turning process, Maximum 5" OD container size, photo eyes for orientation detection and hand adjustments for bottle size. Control panel with start, stop and e-stop controls. Mounted (4) leg frame with safety guarding and statis light bar.
OAD: 130" L x 30" W x 82" H
Get a Free Quote Call: 630-629-9900
Hoppmann Unscrambler Orienter BELT ORIENTOR
- Manufacturer: Hoppmann
- Model Number: BELT ORIENTOR
- Frain Number: 5D9555
Hoppmann Belt Orientor, Automatic, bottle orienter. Uses two 5"L x 1/2"W side belts to orient bottles by their neck using photoeye feedback. Has belt gap up to 8 1/2" wide, 36" hand crank vertical head adjustment, thumb screw adjustment for belt gap, four feedback photoeyes, and E-stop. Designed to mount above conveyor. Mounted on aluminum frame with height adjustable legs. Last running no-round bottles.
OAD: 33"L x 50"W x 70"H
Get a Free Quote Call: 630-629-9900




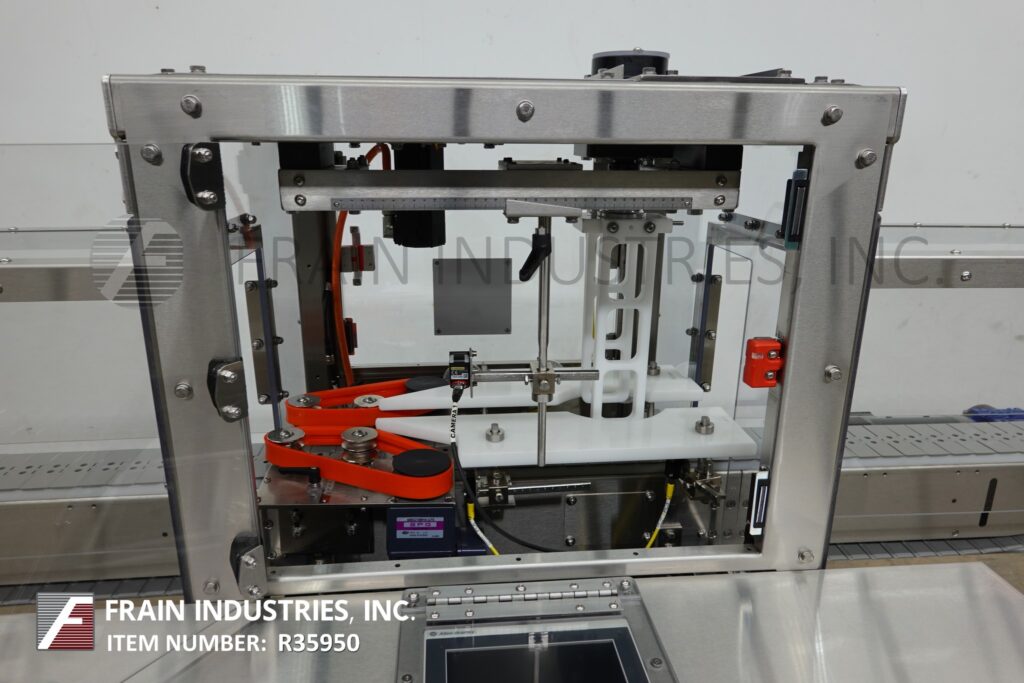
Pace Unscrambler Orienter BAO200
- Manufacturer: Pace
- Model Number: BAO200
- Frain Number: R35950
Pace, Model BAO 200, secondary, bottle orientator. Equipped with 80" Long x 4½" Wide vacuum belt conveyor with product sensor and servo driven orientator arm which helps orientate the container and has 34½" to 37" in feed and discharge height. Control panel with AB controller and touch screen HMI. Speed dependent on materials, application and machine configuration.
OAD: 92"L x 41"W x 60"H
Get a Free Quote Call: 630-629-9900