Plastic Machines
Used Plastic Equipment
Collapsible plastic tube fillers
Most people use a collapsible tube every day when they brush their teeth. Most of these are laminate tubes, formed from a strip of laminated plastic with a separate end and cap applied. Other tubes are made of extruded aluminum. Tube filling speeds can range from 20-30 tubes per minute to 400+.
Many products are supplied in plastic tubes that are injection molded. These can be identified, usually, by the way that they return to their original shape after squeezing and dispensing. This retains the smooth cosmetic appearance of the tube but at the cost of allowing air entry as the tube re-expands.
All three tubes are handled the same way except for closing.
The tubes are brought to the tube filling machine open end up in partitioned boxes and loaded in a hopper for automated feeding into the filling machine’s transport pucks. Alternately, they may be placed by hand, or in higher speed machines, by robot directly into the pucks.
After placing in the pucks, open end up, they index to a cleaning station on most machines. A nozzle is lowered into the tube and blows ionized air to remove any debris. A vacuum collar around the nozzle catches the debris.
The tube indexes to the filling station. A nozzle lowers into the tube and dispenses product. The nozzle rises as it dispenses to stay slightly above the product level in the tube. Care must be taken not to splash or drip any product on the tube seal area.
Either before or after filling, the tube is rotated into the proper orientation. Typically the puck and tube are lifted and spun until a registration mark printed on the tube is detected, usually by a photoeye. Rotation is stopped and the puck/tube lowered and locked in position.
After filling, the tube indexes to a hot air station. Heated air is blown around the open end of the tube, softening the plastic.
The tube moves to a sealing area where sealing jaws pinch it closed and, because it has been softened in the hot air station, weld the insides together sealing the tube closed.
Replaceable metal characters are often mounted in the sealing jaws to deboss a lot or date code in the crimp material. Note black on seal registration mark for axial orientation.

The tube indexes to the trim station where excess material is cut off. This provides a clean aesthetic appearance. In some cases, shaped sealing and trim dies provide a shaped end to the tube.
Tubes index to the ejection station. In some fillers an inspection detects and separates good and bad tube, sending the bad tubes to a reject bin.
Related Categories
Plastic Equipment In Stock






Norden Tube Plastic 602
- Manufacturer: Norden
- Model Number: 602
- Frain Number: R40020
Norden, Model 602, Automatic, hot air, plastic or laminate tube filler and sealer. Rated from 10 to 60 tubes per minute – depending on materials and application. Tube size range: 10mm to 50mm in Diameter; 50 mm to 250 mm in Length cap included. Fill range: 1 ml to 300 ml (both with proper change parts). Equipped with stainless steel product hopper, cassette style empty tube magazine and feed chute, 18 pocket rotary turret, tube registration and orientation, no tube / no fill, bottom up fill, hot air sealing jaws, with SMC HRS024 recirculating water chiller and level controller. Control panel has Norden Easyware ELAU controller with color touch screen control panel and start, stop, e-stop push buttons and statis light. Mounted on stainless steel frame with interlocking safety guarding and leveling legs.
OAD: 55" L x 92" W x 91" H
Get a Free Quote Call: 630-629-9900





Norden Tube Plastic 400
- Manufacturer: Norden
- Model Number: 400
- Frain Number: 5J0820
Norden Model NM400HA, Automatic, hot air, plastic or laminate tube filler and sealer rated from 10 to 40 tubes per minute – depending on materials and application. Tube size range: 3/8" to 2" OD x 2" to 10" in Height. Fill range: 1oz. to 10oz. with proper change parts. Equipped with empty tube loading chute, 12" OD x 24" long product hopper, 16 pocket rotary turret, with registration, bottom up fill, no tube / no fill, hot air sealing system, trim station with discharge chute and conveyor. Control panel has temperture gauge and push button controls. Mounted on heavy duty frame with interlocking safety guarding.
OAD: 64" L x 60" W x 78"H
Get a Free Quote Call: 630-629-9900





Norden Tube Plastic 602
- Manufacturer: Norden
- Model Number: 602
- Frain Number: R35420
Norden, Model 602, automatic, hot air, plastic or laminate tube filler and sealer. Rated from 10 to 60 tubes per minute – depending on materials and application. Tube size range: 10mm to 50mm in Diameter; 50mm to 250mm in Height cap included. Fill range: 1ml to 360ml (both with proper change parts). Equipped with stainless steel product hopper, cassette style empty tube magazine and feed chute,18 pocket rotary turret, tube registration and orientation, no tube / no fill, bottom up fill, hot air sealing jaws, with Thermo Scientific Thermoflex 2500 recirculating water chiller and level controller. Control panel has Norden Easyware ELAU controller with color touch screen control panel and start, stop, e-stop push buttons and statis light. Mounted on stainless steel frame with interlocking safety guarding and leveling legs.
OAD: 89" L x 40" W x 88" H
Get a Free Quote Call: 630-629-9900





Norden Tube Plastic 602
- Manufacturer: Norden
- Model Number: 602
- Frain Number: R30830
Norden Model 602, automatic, hot air, plastic or laminate tube filler and sealer rated from 10 to 40 tubes per minute – depending on materials and application. Tube size range: 10mm to 50mm in Diameter; 50mm to 250mm in Height. Fill size range: 1ml to 300ml all with proper change parts. Equipped with stainless steel product hopper, cassette style empty tube feed chute with 18 pocket rotary turret, tube registration, orientation, no tube / no fill, bottom up fill, hot air sealing jaws, with recirculating water chiller and level controller. Control panel has Norden Easyware ELAU controller with color touch screen control panel and start, stop, e-stop push buttons and statis light. Mounted on stainless steel frame with interlocking safety guarding and leveling legs.
OAD: __” L x __” W x __” H
Get a Free Quote Call: 630-629-9900

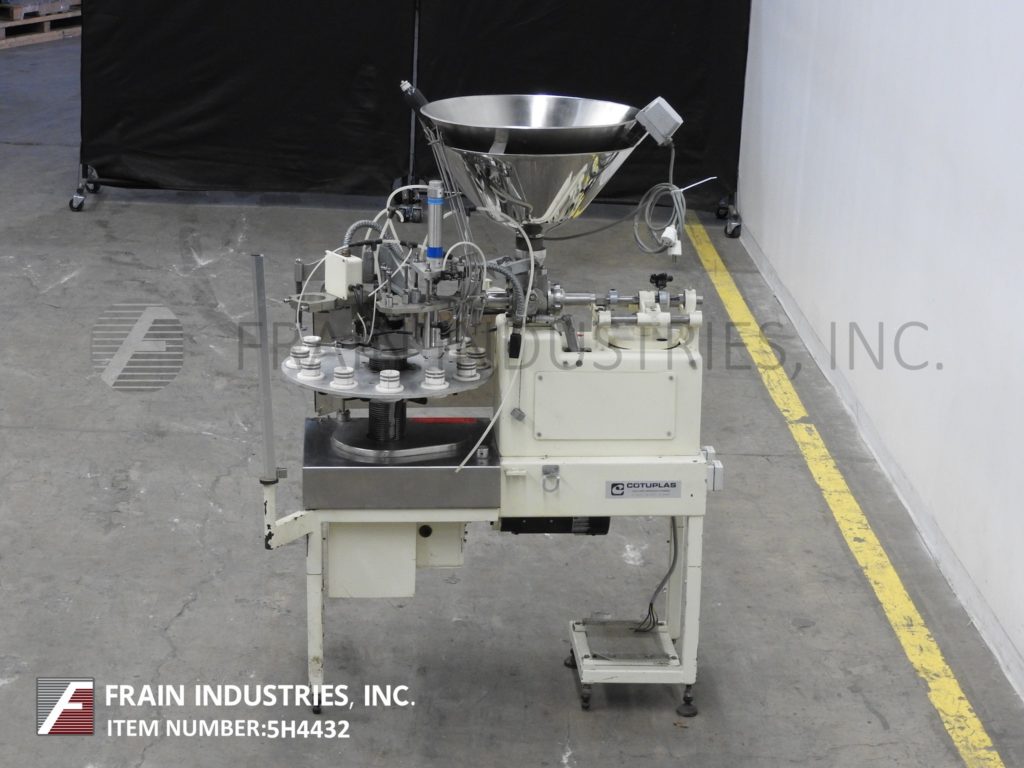


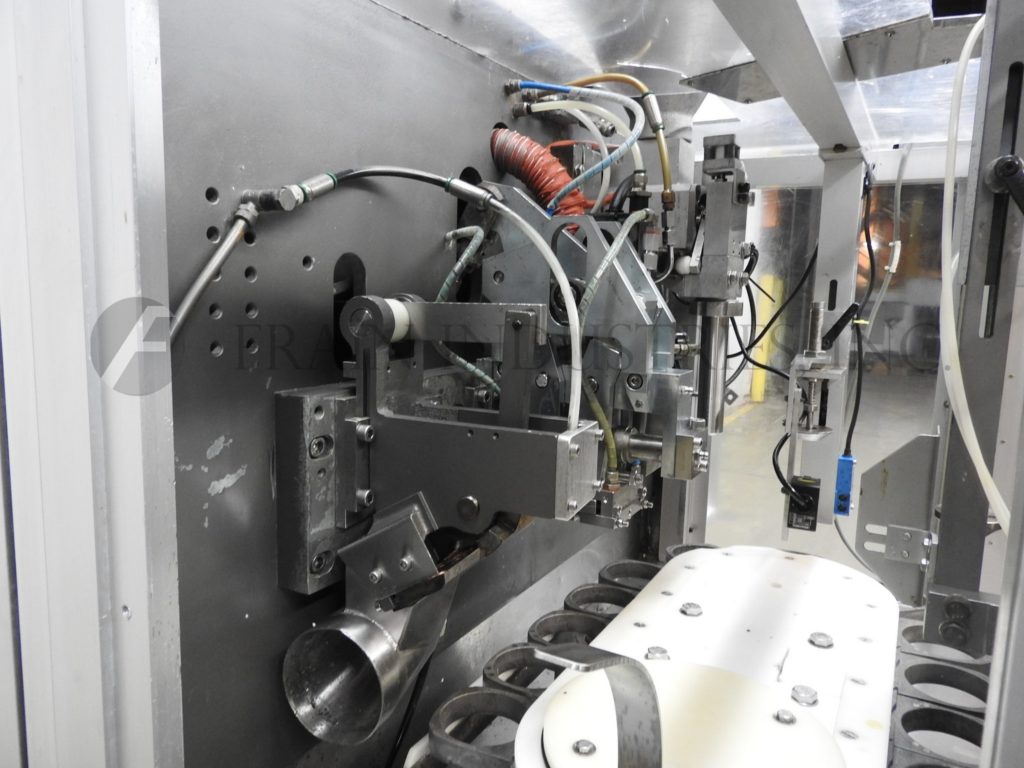
Cotuplas Tube Plastic RS58-D
- Manufacturer: Cotuplas
- Model Number: RS58-D
- Frain Number: 5H4432
Cotupas, Model RS58-D, Semi automatic, rotary tube filler and sealer with number of tubes per minute – depending on materials, application and operator dexteriy. Equipped with 21" ID x 16" deep dual stacked stainless steel product hoppers and temperature probe, 24" OD rotary turret with (12) 1-1/4" ID tube holders set on 5-1/2" centers and 1/4" OD product nozzle, bottom up fill, no tube / no fill, and ejection station. Control panel has water bath, pre-dose and purge on / off switches, with power on, start, stop, e-stop push buttons and vari-speed controller. Mounted on (4) leg base frame with height adjustable legs.
OAD: 55" L x 24" W x 68" H
Get a Free Quote Call: 630-629-9900




Unipac Tube Plastic SILVER 80
- Manufacturer: Unipac
- Model Number: SILVER 80
- Frain Number: 5H4125
Unipac, Model Silver 80, automatic, plastic or laminate tube filler and sealer. Rated from 10 to 40 tubes per minute – depending on materials, application and machine configuration. Tube size range: 10mm to 50mm in Diameter; 50mm to 250mm in Height. Fill size range: 3ml to 450ml, Proper change parts required per different applications. Equipped with tube magazine, tube depressor, 18" ID x 20" Deep jacketed stainless steel product hopper with level detection, 12 pocket rotary turret, registration, bottom up fill, hot jaw sealing system, trim station and interlocking safety guarding. Control panel has push button start / stop and digital temperature controls. Mounted on heavy duty base frame.
OAD: 55"L x 50"W x 85"H
Get a Free Quote Call: 630-629-9900




Unipac Tube Plastic SILVER 100
- Manufacturer: Unipac
- Model Number: SILVER 100
- Frain Number: 5G8862
Unipac, Model Silver 100, automatic, hot air, plastic or laminate tube filler and sealer. Rated from 10 to 40 tubes per minute – depending on materials, application and machine configuration. Tube size range: 10mm to 50mm in Diameter; 50mm to 250mm in Height. Fill size range: 3ml to 230ml, Proper change parts required per application. Equipped with tube depressor, air blast cleaning, 18" ID x 20" Deep jacketed stainless steel product hopper with agitation and level detection, 16 pocket rotary turret, registration, bottom up fill, no tube / no fill, hot air sealing system with emboss coder, trim station and interlocking safety guarding. Control panel has push button start / stop and digital temperature controls. On / off switches for orientator, no product, product level, agitation, tube cleaning, blower and heater. Mounted on heavy duty base frame.
OAD: 60"L x 60"W x 87"H
Get a Free Quote Call: 630-629-9900




Norden Tube Plastic 400
- Manufacturer: Norden
- Model Number: 400
- Frain Number: 5G7460
Norden, Model NM400HA, Automatic, hot air, plastic or laminate tube filler. Tube size range: 3/8" to 2" in Diameter; 2" to 10" in Height. Fill range: 1oz to 10oz. Equipped with cassette style magazine, tube depressor, 16 pocket rotary turret, registration, 16" diameter by 22" Deep stainless steel product hopper, bottom up fill, no tube / no fill, hot air sealing system, trim station and interlocking safety guarding. Control panel has an AB controller with start, stop, e-stop controls. Speed dependent on materials, application and machine configuration. Change parts required to accommodate size / fill range.
OAD: 68"L x 58"W x 83"H
Get a Free Quote Call: 630-629-9900