
LEARN MORE
VIDEOS
RELATED EQUIPMENT
LEARN MORE ABOUT
Cartoning Machinery
- Automatic Wraparound Cartoning Machine
- Automatic Barrel Cam Cartoning Machine
- Horizontal Glue Cartoner - Automatic
- Vertical Tuck Cartoner
- Hot Melt Glue
- Semi-Automatic Cartoner
Inbound freight as well as raw material storage can be killers, cost-wise. Typical cartons, folded and glued at the converter take up a lot of space. The internal manufacturers glue joint makes a bulge which makes stacks of knocked down cases unstable.
Some packers avoid this having the converter ship die-cut and scored but not folded carton blanks. This saves money but shifts the burden of folding and gluing to the packaging line. There are 2 ways to deal with this:
One way is to use a machine similar to the one the converter would use. The discharge of this machine is tied to the cartoner magazine. As far as the cartoner is concerned, there is no difference between this and the carton that comes premade from the converter. Standard cartoning machines are used and are discussed elsewhere.
The other alternative is automatic wraparound cartoners. These start with a flat carton blank, fold it around the product and seal it. One common application is beverage multipacks.
Another application for wraparound cartoners is sleeving. Instead of completely enclosing the product on 6 sides, sleeves wrap around on 4 sides leaving the ends open. Sleeves are often used for grouping products together while still allowing the customer to see the product directly.
Whether 4 or 6 sided, the cartons are formed in much the same way. The primary difference is the additional folding operations required to close and seal the carton ends.
Flat carton blanks are placed in a magazine. At the discharge of the magazine an arm with suction cups pulls the blank from the magazine and places it into a pocket formed by lugs on the cartoner’s carrier chain. This forms a U shaped carton with the open side up.
Simultaneously, on the product infeed, the product is being collated into the final pack pattern and pushed onto the carton.
This may be done with intermittent motion or continuous motion depending on speed and other requirements.
After loading, the carton on the carrier chain is conveyed though the closing section. Glue is applied to the internal carton joint, the top panel is folded down and sealed.
If a 6 sided carton, the major and minor end flaps are closed and sealed in subsequent steps.
Four sided cartons are often called sleeves. These machines usually form the carton with the joint on the bottom. One common use of sleeves is multi-packs of thermoformed products such as yogurt cups.
The cups are fed to the cartoner infeed where they are collated. In some cases, if the cup has a pronounced taper, they need to be alternated, one rightside up, the next upside down, so they nest compactly.
The oriented and collated group is conveyed into the cartoner and the carton blank placed on top. As the group is conveyed through the machine, the blank is folded down and around the group. The bottom edges are glued together.
Some 4 sided machines feed the product into the cartoner and place a carton blank on top of the product. As product and carton travel though the cartoner, the carton blank is folded down, glue is applied and the overlapping edges compressed together.
The finished carton with product is discharged for bundling or case packing.
Barrel cam cartoning machines run at high speeds, up to 600 cartons per minute or more in continuous motion. They are fully automatic requiring no operator other than to keep the machine supplied with cartons, inserts, glue and other components. Normally a barrel cam cartoning machine is a continuous motion machine. They can run cartons with tuck flaps or glued flaps, in some cases both. They can be configured to run a wide range of products and carton sizes. Products may be rigid, such as bottles, semi-rigid such as toothpaste tubes or flexible bags.
The infeed of the cartoner consists of a horizontal bucket or pocket conveyor. The pocket width is sized to loosely fit the product while confining it closely enough to keep it properly oriented. When multiple components are to be run such as a 2 part hair dye or a bottle and dropper, the bucket may have a center partition to separate and maintain orientation of each components.
This picture shows the bucket with a bottle on the left, a dropper on the right and a partition separating them. The edge of the leaflet is just visible under the dropper.
The first step is getting the product and components into the bucket. There are a number of ways to do this. Tube and bag fillers may discharge directly into the bucket. Bottle fillers may send the bottle to the infeed in a single file and use a timing screw to synchronize, tipping the bottles over at the discharge to fall into the bucket. Robots can be used. At lower speeds, operators may place the components manually.
The bucket conveyor is synchronized with the main carton conveyor. The carton is pulled from the magazine, either by a reciprocating arm as shown in the schematic
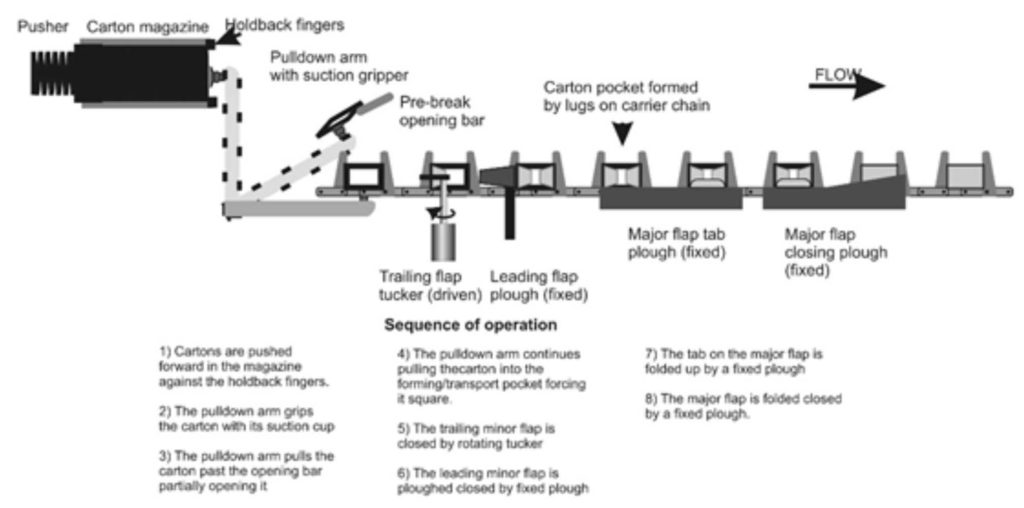
or a rotating, orbital, mechanism for higher speeds.

The carton is opened and placed into a lug pocket on carrier chains running parallel to the product bucket conveyor. A 3rd conveyor with a series of pushers each riding in a groove or cam runs parallel to the other carton and product conveyors.
As carton, product and pusher align, the angled cam cause the pusher to push the product into the carton. After pushing the product completely into the carton, the cam pulls the pusher back to clear the product bucket and into position for the next time around.

The carton and product is conveyed through a series of guides, and glue applicators if required, to fold the carton flaps closed on each side. As a final step, the carton typically passes through a pair of side belts. These assure that tucked cartons are fully closed and provide a compression station to help glued cartons setup properly.
Horizontal cartoners in general are best used when there is a single or no more than 3 components to be packed. If a number of loose, unbagged products such as peanuts or candies are to be packaged, a vertical cartoner is generally recommended.
Horizontal cartoners run the carton horizontally with the open ends to the sides. They are excellent for many products including bags, single or multiple pouches or bottles. They are generally not suitable for unbagged loose products such as individual candies due to the difficulty of loading.
Horizontal cartoners can run small (3/4” X 3/4” X 1” and smaller) to large, (12” X 12” X 24” and larger) cartons. They can run at low (<30cpm) to high (>400cpm) speeds depending on machine design, carton and product.
They are often continuous motion at higher speeds and intermittent motion at lower speeds.
They are typically better for 5th panel cartons as gravity helps hold the cartons in the pockets.
Horizontal cartoners, especially at higher speeds and/or carton sizes frequently have a conveyor carton magazine rather than a static magazine with pusher plate. The conveyor allows the magazine to be any length. This allows for less frequent reloading of the carton blanks. The blanks are placed on the conveyor and a sensor controls the conveyor motion to assure a constant feed at the pickoff. The extended magazine may be mounted over the cartoner rather than inline with the infeed to shorten the overall machine length.
Cartons are picked off and opened using a reciprocating arm at slower speeds or an orbital arm at higher speeds. The opened carton is placed in pockets on a carrier chain and conveyed through the loading area. Both ends are commonly left open, one for loading and the other one to prevent an air cushion building up during loading, especially of tightly conformal products.
At the end of the cartoner, the leading minor flaps are plowed closed and a kicker closes the trailing minor. The inner major flap is folded closed by guide rails and hot melt glue applied with a spray nozzle. The outer major flap is folded over. A pair of side belts provide compression on the flaps while the glue cools and sets up.
The finished carton is discharged for bundling, wrapping or case packing.
Cartons are folded containers that enclose the product on 6 sides. They are usually made from single layer chipboard though corrugated board and plastic sheet are occasionally used. They are normally printed, scored and diecut at the converter and folded into a knocked down blank.
One common style of carton tucks the end flaps into the body of the carton to close it. These are called “Tuck” style cartons.
Tuck cartons come in a variety of sizes and styles. One critical distinction is whether the carton is “straight tuck”, sometimes called “airplane tuck” or “reverse tuck”. Straight tuck cartons have the major, tucked, flap on the same side of the carton. Reverse tuck cartons have them on opposite sides as shown below.

Most cartoners can be designed to run either style but, if designed for straight tuck, it can be difficult to run reverse tuck and vice versa.
Vertical cartoners present the carton for loading with the open end up. They are excellent for many types of hand loading operations but can also be automated. They are required for products such as loose candies that would not lend themselves horizontal cartoning.
Vertical cartoners can run any common carton size at speeds from a few cpm to a few hundred cpm. Lower speed machines are often intermittent motion, stopping the carton for hand or automatic loading. Some machines will run “on demand” cycling only when the operator actuates a foot or other switch. Continuous motion cartoners usually run at higher speeds but even at higher speeds, up to 100cpm or so, hand loading is still feasible depending on carton and product.
Vertical tuck cartoners pull the carton blank from a magazine into a pocket with a reciprocating or rotary picker. As it does, the carton blank is opened. The carton is carried through a series of steps which first fold the bottom minor flaps closed. A static guide rail is commonly used to fold the major flap and tuck it closed.
The carton is carried though a loading area where the product is loaded, manually or automatically. After loading, it is carried through a closing section which folds the minor flaps closed and tucks the major. The finished carton is discharged to the next processing step.
Hot melt glue is commonly used for sealing corrugated cases, cardboard cartons, paper components, affixing labels and many other uses.
Hot melt glue is supplied in pellets, beads, mini-pillows in solid form at room temperature. There are hundreds of different glues available, each with its own properties and each designed to work with specific materials. Selecting the proper adhesive is critical to successful gluing.
Glues are applied at temperatures ranging from 300 to 500 degrees F. This high temperature along with the viscous and sticky nature of the glue will cause severe injuries in contact with skin. Care must be taken when working around hot glue.
Hot melt glues are commonly sprayed on the package. The hotmelt spray system consists of 4 major components:
- The melter tank – Glue pellets are placed in the heated melter tank where they are melted to a liquid and kept at the optimum temperature. The melting tank also provides a reservoir of melted glue to assure smooth operation.
- Glue pump – The glue pump pumps the molten glue through the hose to the nozzle.
- Transfer hose – The jacketed and heated hose transfers the glue from tank to nozzle.
- Nozzle – The nozzle sprays the glue onto the package. Nozzle configurations vary depending on the application. Nozzles can spray droplets or lay a continuous bead or cycle open and closed to provide a glue pattern. The continuous bead is strongest but may not be necessary and is wasteful of glue. The intermittent bead is weaker but reduces glue consumption considerable.
No more glue should be used than necessary due to cost. Excess glue also causes difficulty in opening by the end user.
Hotmelt glue can also be applied via direct contact using wheels or rollers. Roll through labelers use a heated “gluepot” to melt the glue and maintain the temperature. Wheels rotate through the pot, pick up glue and transfer it to the product. A solid roller may be used to provide maximum gluing or a series of serrated wheels can apply glue dots to optimize glue consumption.
Hotmelt glue adheres by solidifying as it cools. For best results glued surfaces must be pressed tightly together so that they bond as the glue cools.
Semi-automatic packaging machinery requires routine interaction by the operator. In the case of a cartoner, this generally means that an operator or operators will be required to place the product into each carton.
Cartoner speed is thus dependent on operator dexterity. This can vary considerably. Typically, an operator should be able to sustain a loading speed of 20-30 products per minute into the carton. This will increase with easier products (loose fit, easy or no orientation) and decrease with more difficult products. Most semi-automatic cartoners have multiple loading stations. This allows a machine speed of 120cpm (cartons per minute) using 4 operators each loading 30cpm or 6 operators each loading 20cpm.
Semi-automatic cartoners can be intermittent or continuous motion. Intermittant motion cartoners erect the carton and pause for loading before finishing the cycle and closing the carton. Continuous motion cartoners run at a continuous steady speed. Operators place the product into the carton while it is in motion. This sounds a lot more difficult than it normally is. Operators quickly establish a rhythm with the machine. It is only an issue where insertion of the product into the carton is difficult.
Some semi-automatic cartoners can also cycle on demand. In on-demand mode, the cartoner erects a carton, presents it to the operator for loading and stops. It remains stopped operator activates a foot switch or similar to trigger the next cycle.
In general, it is preferred to run cartoners in a continuous or intermittent mode. This allows the operator to fall into a rhythm during the production day. This rhythmic cycle time is much less stressful to the operator than a random, on demand, cycle. It also establishes a consistent machine throughput.
Some, though not all, semi-automatic cartoners allow for operation in all three modes.
Semi-automatic cartoners can be vertical, horizontal or, in some cases inclined. This refers to the position of the carton when presented for loading.
Vertical cartoners erect the carton, close the bottom and present for the product to be dropped in vertically. This works well when the are several products, perhaps a dye, activator, leaflet and brush to go into the carton.
Horizontal cartoners are loaded from the side. They will be fed from a magazine, popped open and placed between transport lugs. Many horizontal cartoners leave the flaps on both ends open until after loading. This allows free escape of air and easier loading when relatively tight fitting products are run. They are best suited for a single, relatively large, product such as a heat and serve food tray.
After loading, the cartoner closes the top flaps or both end flaps. This is usually a tuck or a hotmelt glue closure, though other configurations may be used. Glue provides a tamper-evident, more permanent closure while a tuck closure provides for recloseability.
Encoders for a lot, date or other code are easily incorporated. Debossing wheels are common.

Other types of coders such as laser, inkjet or hot stamp can be used as well.
Depending on the level of sophistication, additional options such as open flap or missing product detection, code verification and so on can be added. As there is always an operator involved, this may not be necessary in many applications.
Semi-automatic cartoners are a highly versatile addition to a packaging line. They improve throughput while eliminating the ergonomic injuries caused by hand erecting cartons.
videos
Cartoning Overview
AUTO LOAD HORIZONTAL: Kliklok GENESIS GLC Triseal Cartoner Demonstration
HAND LOAD VERTICAL: Jones IMV5 Vertical Tuck Cartoner Demonstration
HAND LOAD CARTON SEALER: ADCO Hot Melt Glue Cartoner Model 15DBC105-SS | Demo
HAND LOAD CARTON TRI SEAL: Kliklok GENESIS GLC Triseal Cartoner Demonstration
HAND LOAD CARTON TRI SEAL:
AUTO LOAD VOLUMETRIC SCALE: Tisma Automatic Vertical Volumetric Scale Hot Melt Glue Cartoner Demonstration
AUTO LOAD VOLUMETRIC SCALE: Clybourn Automatic Cartoner/Volumetric Scale Demonstration
AUTO LOAD VOLUMETRIC SCALE: Clybourne, automatic, vertical, 8 pocket, volumetric, hot glue cartoner
SEALER: Serpa Automatic Holt Melt Glue Cartoner Demonstration
RELATED EQUIPMENT





Cartoning Machinery MANUFACTURERS





