
LEARN MORE
VIDEOS
LEARN MORE ABOUT
Form, Fill & Seal Equipment
- Form-Fill-Seal White Paper
- Horizontal Form-Fill-Seal Machines
- Pouches Whitepaper
- Vertical Form-Fill-Seal Machine
- Pouch Machine
Introduction
Form-Fill-Seal (FFS) refers to packaging processes that form the package (forming equipment), usually from a flexible material, fill it with product then seal it, all on one machine. It is also sometimes used to refer to machinery that molds a plastic bottle from resin, fills then seals it. These are outside the scope of this whitepaper which will focus on FFS with flexible materials. These flexible materials can be plastic film, metal foil, paper or combination. The word “film” will be used generically in this paper regardless of actual material. All of the machines discussed here use continuous film supplied on rolls.
This paper will discuss 3 major types of FFS (forming equipment) machine:
- Vertical FFS, sometimes called “baggers”
- Horizontal FFS, often called flowwrappers
- Pouching or pouch forming equipment
Horizontal and vertical refers to the flow of the film rather than how the product is introduced to the package.
Common factors
There are several areas which are common to all 4 types of machine:
Regardless of forming equipment style, consistent tension must be maintained on the film. If there is too little tension, the film may wrinkle, causing appearance and sealing issues. Variable tension will cause problems maintaining proper package length and registration. Some forming equipment pull the film off the supply roll and use a brake to control tension. Others use an unwind motor to unwind the film in a controlled fashion while maintaining proper tension.
After unwinding the film usually follows a zig-zag path through a series of dancer rollers. These rollers help control tension as well as alignment and flatness of the film. They are called “dancer” rollers because they dance up and down as the film is fed.

- Splicing/Extra roll
Film rolls need to be replaced periodically and this can result in significant lost production. Even 10 minutes daily results in the loss of a week’s production annually. Provisions need to be made to minimize the amount of time between rolls. This includes alerting the operator when nearing the roll end, stopping the forming equipment at the roll end to eliminate the need for rethreading the film, convenient tools or splicing table to cut and splice the new roll to the old.
Accumulation boxes allow manually unwinding of the last 40-50’ of the roll so that splicing can be done without stopping the machine.
Even better is a second rollstand so that the next roll can be mounted and spliced before the current roll finishes. This sketch shows such an arrangement before and after including justification.
CHECK OUT THE FULL WHITE PAPER HERE: DOWNLOAD PDF
Horizontal form-fill-seal (HFFS) forming equipment machines are often called flow wrappers. They get this name because of the way product “flows” smoothly through the forming equipment. They are similar in operation to vertical form-fill-seal machines except that product flow is horizontal instead of vertical.
Flow wrappers are great for packaging products that need to be oriented on the wrapper such as trays of cookies, stacks of hamburgers, candy bars. They will handle trays of cookies well but not loose cookies. These will run best on a VFFS machine where they can fall by gravity into the bag.
Most HFFS machines tend to be intermittent motion, with some continuous motion forming equipment for higher speeds to 150cpm or so. Flow wrappers tend to be continuous motion and some will run as fast as 1,500 packages per minute. Speeds to 2-300ppm are common.
Flow wrappers begin by placing the product on an infeed conveyor. Many flow wrappers use a lug chain to control product infeed. Product is placed between the lugs, or pushers which are synchronized with the wrapper. Some more modern machines, especially those running higher speeds, dispense with the lugs and use a series of servomotor driven conveyors and sensors to control product infeed.
Product may be placed on the infeed manually, with robots or other automated mechanisms.
As the product is being fed, film is being unwound through dancer rolls which control the tension. As in all roll fed machinery, tension control is critical for good performance.
The film feeds to a forming shoe (forming equipment) which forms it into a tube. The film sides extend down in a fin seal (inner layer to inner layer) and are captured between two wheels. These wheels pull the film through the machine and form the longitudinal seal. Wheels are typically heated to melt a plastic adhesive layer on the inside of the film. Other alternatives include patterned wheels to weld single layer plastic films and ultrasonic welding. Some films come with pre-applied “cold” adhesive. In this case, the wheels apply pressure with no heat to form the seal.
The film, as a continuous tube with the product inside moves to a double-wide end sealing station. This forms the trailing end seal of the previous package and the leading end seal of the next package. A cutoff knife between the 2 seals cuts the packages apart if desired. The completed package is carried away by the discharge conveyor.
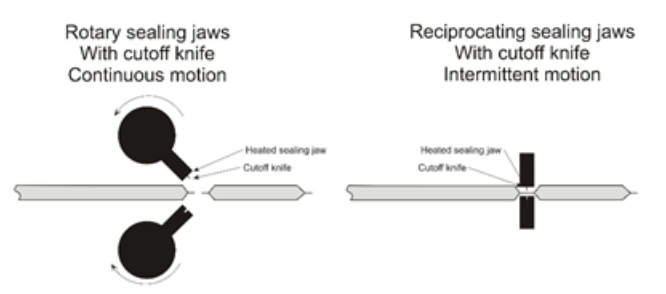
Many machines use rotary sealing jaws. These work well at lower speeds and easy to seal films. The benefit is simplicity. The drawback is that that they only touch the film momentarily. At higher speeds or more difficult to seal films, they may not have enough dwell or contact time to make an adequate seal.
If this is the case, reciprocating jaws may be used. The jaws move up and down vertically. Because the film is continuously moving, the sealing jaw mechanism must be mounted on a slide that tracks the film horizontally. This provides the extra sealing time needed but adds mechanical complexity.
Flexible packaging has many advantages, particularly logistical, over other forms of packaging. HFFS let you take advantage of this without sacrificing production speeds.
Pouches, sometimes called sachets, are generally formed from rollfed filmstock. They can also be formed offline at a converter or elsewhere then filled and closed on a separate machine. When preformed pouches are used, the filling and sealing process is similar except that the pouches will be fed from a magazine rather than a roll.
Films can be any sealable material such as plastic, aluminum, paper or combinations. Generally, film requirements will be similar to those of VFFS and HFFS machines discussed in a previous white paper. This paper will focus on machinery that forms, fills and seals the pouches on a single machine.
Three side seal pouches
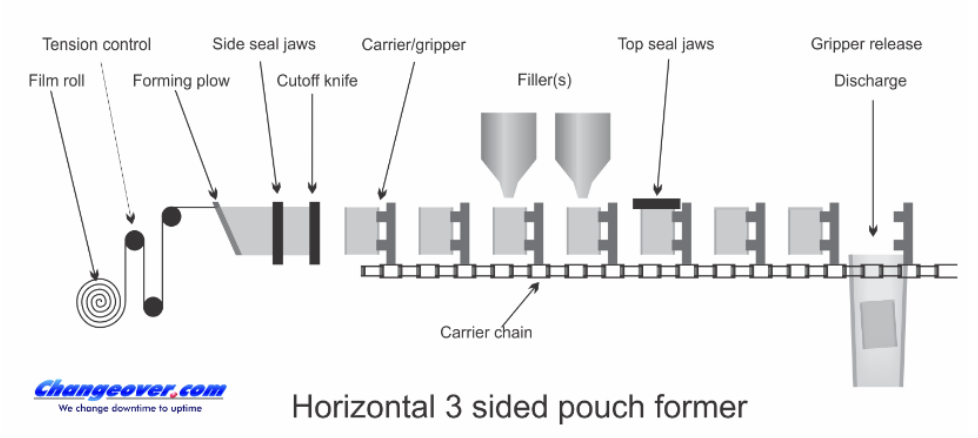
Three-side seal pouches are formed from a single sheet of film, folded and sealed on 3 sides. They generally feature a horizontal film flow with vertical filling of liquid or solid product. Pouch sizes can range from very small, such as salt packets to very large such as multi-pound packages of chicken parts. Speeds range from a few dozen pouches per minute to several hundred per minute on high speed rotary machines.

Pouches are frequently square or rectangular designed to be torn open, with or without a resealable zipper. Contoured shapes and special dispensing or reclosable fitments are also available.
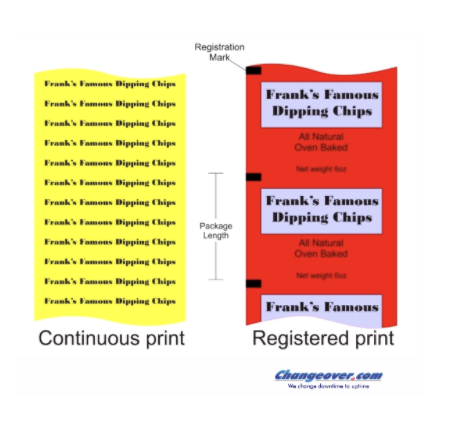
The film roll is loaded in the machine and unwound through a series of dancer rolls. As with all film machines, tension control is critical to good performance. If the film is unprinted or continuous print, it will be unwound and cut to length. If pattern printed, it will need a registration detection system to cut precisely between graphic patterns.
If a zipper strip is desired, it can be added at this point, the zipper strip material, with both male and female halves joined, is supplied on a continuous roll. The zipper is unwound and fed between the two sides of the pouch. Sealing jaws seal it to the film. As the vertical edges of the film are sealed and cut, the zipper is sealed between them and cut flush to the film edge.
The film passes over a V block where it is folded in half to form a V. If a standup pouch is to be formed, a second, inverted, V block pushes the bottom of the film up, forming it into a W. A pair of rollers or horizontal jaws may be used to pinch the bottom of the pouch to form a sharp a sharp crease or the fold(s) may be left uncreased.

The next step is a vertical sealing jaw. This makes a double seal on each pouch sealing the trailing edge of the leading pouch and the leading edge of the next pouch. Normally this jaw is straight, making a square or rectangular pouch. In some instances a shaped or contoured pouch may be desired. A specially shaped sealing jaw with a die cutting blade may be used to cut the pouches. One drawback to a shaped vs square/rectangular pouch is that it is material inefficient, creating scrap. This scrap must be removed from the machine which also adds complexity.
A secondary set of jaws may be used to cool the seal. If stress is placed on the seal before it has had a chance to set, it may fail in subsequent handing or loading operations.
The pouch is now closed on 3 sides and open on the top. It is captured by grippers then cut free from the web and passed to the filling station. A pair of suction cups, front and back, may be used to pull the pouch open to facilitate filling. Some products may need multiple filling stations. A chicken noodle soup mix might need 3 (Soup powder, noodles and chicken bits) It is critical during filling not to contaminate the top seal area as this will prevent good seals. If needed nitrogen or other gas may be injected at this point.
If the pouch is to have a fitment, such as a re-closeable spout, it will be inserted into the bag and held in place after filling. Specially formed sealing jaws will seal the top edge of the pouch to and around the fitment as well as the rest of the top seal. If there is no fitment, a simple straight jaw provides the top seal.
When tear notches or hanging holes are required, they are generally cut into the film at this point. Hanging holes are generally not punched completely. Leaving the chad attached to the package simplifies the machine by eliminating the need to dispose of the loose chads.
For simplicity, the above described an inline intermittent motion pouching machine. If higher speeds are required, continuous motion, rotary machines are available. The principle of operation is similar: Form the film into a V or W, seal the vertical edges, fill the product and seal the top.

Four-side seal
Vertical and horizontal FFS machines as well as the 3 sided pouching machines discussed above use a single film. 4 sided seal pouching machines can use a single film for the front and back or can use different films. Some sterilizable medical devices use a clear film on one side for product visibility and a permeable Tyvek® film on the other to allow sterilization. Films can be registered or unregistered. They can also be registered on one side eg; front and unregistered on the other.
4 sided pouches get their name because they consist of 2 flat layers of film with no folds, sealed on all 4 sides of the product. This eliminates folds and particularly creases in the film which can potentially create a weak spot. Pouch sizes can range from ½” square or smaller to 6” X 12” or larger. Machines may be vertical for liquids, tablets, candies and so on. They may be horizontal for products like towelettes or medical kits that need more precise orientation in the pouch.

4 Sided pouch
Note: 2 individual pouches separated by perforation
One advantage of these machines is that they can produce multiple, sometimes as many as 10-12, pouches across the film. This allows high production rates at relatively low cycle speeds. A machine running 10 up (10 pouches across) at 60 cycles per minute has an output of 600 individual packages per minute.
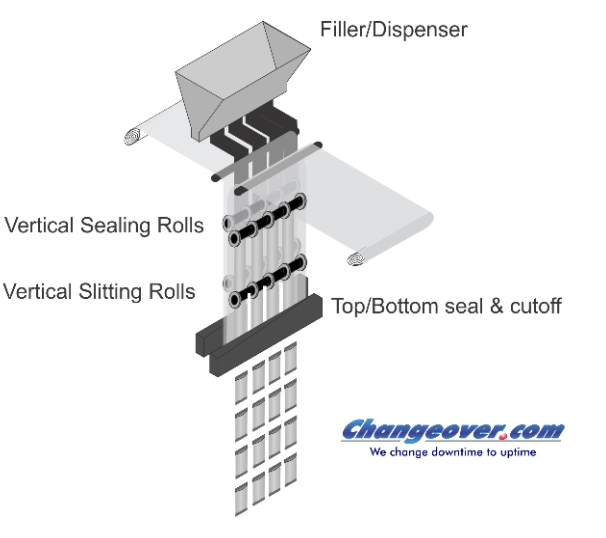
Schematic of continuous motion, 4 side pouch machine
In operation the film is fed via tension control rollers to the front and the back of the machine. If different films are used, they will be supplied on two rolls. If the same film is used front and back, it is common to supply a single, wide, roll of film and slit it in half as it comes off the roll. The 2 halves of the film are guided to the front and back of the machine. The advantage to using a single, slit, roll is that it eliminates the issue of multiple stoppages if separate front and back rolls do not run out at precisely the same time. Using a single roll also simplifies stock keeping by eliminating a separate raw material part number. The double width roll, especially on a wide format machine, does have the disadvantage of being heavy and cumbersome to handle. Specialized roll handling and transport carts can minimize this issue and are highly recommended.

Special handling carts are recommended generally for use with all film packaging machines. They not only provide ease of handling, they also protect the film, particularly the edges, from damage during transport and loading. Even a small nick in the edge can propagate as the film is pulled through the machine leading to tears, with lost time rethreading the machine or jams.
The films are brought together in the machine and pass between a pair of rollers that form the longitudinal, lengthwise, seal between the pouches. This step usually includes trimming a small amount of material on the joined film’s outer edges to compensate for any slight misalignments. A second sealing roll below forms the cross seal, sealing the bottom of the current pouch and the top of the preceding pouch. These rolls are generally designed with cavities, rather than a flat surface, to conform to the shape of the product or to allow space for the product.
At this point the pouch is formed on 3 sides and the product can be introduced. Various types of feeders (solid product) or filling pumps (liquids) as appropriate can be used to dispense the product between the films and into the pouch. If required, nitrogen or other gas can be injected at this point. Care must be taken not to get powder or liquid on the seal area as this will interfere with proper sealing.
As the pouches continue through the machine, they are slit longitudinally into strips. A cross cutter then cuts the strips into individual pouches which are discharged to the next packaging step.
This description of the typical pouching machine assumes that each pouch is to be individualized which is not always the case. The final discharged product may consist of multiple pouches with or without perforations in strips or sheets. The major difference in the process will be the design of the slitting and cutoff blades.
The description above is of a multi-row, continuous motion machine. Intermittant motion and single row machine designs are also available when capacity requirements are lower.
As with VFFS and HFFS machines, roll replacement can cause significant downtime. Just 10 minutes of daily downtime from roll changes will cost 1 week of annual production. Simple things like amber warning lights when approaching the end of the roll, splicing tables and accumulation boxes can provide simple, inexpensive ways to reduce downtime from roll changes to close to zero.

Fully automatic splicing systems will splice on the fly with zero downtime. They may seem expensive but they can significantly improve annual output. This allows them to pay for themselves pretty quickly.
Flexible packaging has many advantages over other methods in cost, inventory shipping and volume. Vertical and horizontal form-fill-seal as well as 3 and 4 side pouch machines are the most common methods. Which of them to choose will depend largely upon product requirements and desired final appearance.
When tear notches or hanging holes are required, they are generally cut into the film at this point. Hanging holes are generally not punched completely. Leaving the chad attached to the package
Vertical form-fill-seal (VFFS) machines may be the most common flexible packaging machine. They are used to pack liquids, powders, hardware, toys, piece parts like candy and everything else that is nor oriented. Their nature makes it difficult to maintain product orientation during loading. Loose cookies are a good application for VFFS. Cookies stacked in a tray are not.
Package sizes range from 1” X 1” and smaller to 12” X 12” and larger. Speeds can range from a couple of bags per minute to 150 or more.
VFFS bags are often primary packaging and can be interior like the bag of cornflakes inside the carton. Interior bags are usually an unprinted plain plastic.
VFFS bags can be the display package like potato chips. These bags are what the customer sees on the shelf. They normally have display graphics to catch the eye and must be formed in register.
Most common is the typical pillow bag, so called because it looks like a pillow. All VFFS bags have 3 seals, the longitudinal seal forming the film into a tube and the 2 end seals, sealing the tube with product, closed.
Additional features can include gussets, flat bottom, top or both and gable tops. Zi-Lock style strips may be incorporated for resealability. Fitments may be added such as a reclosable lid.
All this flexibility makes VFFS a good choice for many products.
All VFFS machines work basically the same way:
- Film is supplied in roll form and mounted in the unwind station of the machine.
- The film is looped through a series of dancer rolls that control tension. Lower speed machines use the dancer rolls to control a mechanical brake on the roll. More modern or higher speed machines may use a motorized unwind to control the tension.
- The film is led up to a forming collar. This forms the film around the forming tube, into a tubular shape. This tube is often round but, if a square bag is desired, may be square.
- A pair of servo driven belts catch the film between belts and forming tube. These pull the film down to the required length. If no registration is required, they pull the tube to a length. Slight, natural, variations would make this unacceptable with a printed film. These films need a registration mark to indicate the package end. The VFFS machine has a sensor which detects the mark and stops the machine at the mark.
NOTE: It is important for the machine supplier to know upfront whether registration is required.
- A cross sealing jaw seals the top of the previous bag, the bottom of the current bag and, if required, cuts them apart.
- Once the bottom is sealed, product is dropped into the top of the forming tube, the bag is pulled down and the cycle repeated.
Flexible packaging has many logistical, cost, environmental and marketing advantages over comparable rigid and semi-rigid packages. Innovations such as resealable bags and other features is making them more popular for a wider range of products.
Flexible packaging has been around for a long time but is becoming ever more popular. Flexible packages reduce physical inventory. A warehouse full of bottles may be replaced by a single pallet of film rolls.
One popular form of flexible packaging is the 3 sided flexible pouch. These may be continuous or intermittent motion and can run as speeds from a few dozen to a few hundred pouches per minute.
This pouch begins as film on a roll. Any type of heat sealable film can be used. Film may be unprinted or continuous printed or it can pattern printed in register. Unprinted or continuous printed pouches are formed to length and slight variations between pouches will not matter. Registered film must be indexed to the registration mark to assure that the graphics are registered as they should be.
As the film comes off the unwind roll, a series of dancer rollers align and tension it. Proper tension is critical to a good pouch and good registration. On lighter rolls at lower speeds, the pouch machine will pull the film off the roll. On heavier rolls or higher speeds, a powered unwind may be required.
As the film exits the dancer rolls, it is folded in half by a “V” shaped plow. In the case of a standup pouch, a secondary plow forms it into a “W”. Zipper strips for easy opening and resealability may be inserted at this stage
After folding, vertical sealing bars seal the trailing edge of one package and the leading edge of the next. As the film indexes, grippers grab the leading edge of the pouch and a knife makes a vertical cut between the two pouches to individuate them. In some cases, instead of cutting them apart they may be perforated or even uncut to form a continuous strip.
Shaped pouches are also possible. Instead of straight sealing and cutting jaws, contoured jaws are used. The excess film material is discarded.
The pouches move to a filling section where a pair of suction cups pull the film open to allow introduction of liquid or solid product using standard filling equipment. Depending the product, multiple filling stations may be used. A chicken noodle soup mix may contain soup powder and chicken chunks each filled individually. When filling, it is important not to get any product on the seal area as this can prevent proper sealing.
After filling, a pair of jaws seal the top of the pouch. In some cases a fitment, such as a dispensing screw cap, will be placed and the film will be sealed to and around the fitment.
The pouch is then discharged to the next step in the packaging process.
videos
Form Fill and Seal Overview
FFS WITH ZIPPER ATTACHMENT: Frozen Vegetable Complete Bagging Line Demonstration
FFS FOR TOWELETTES: Circle V12BP4S Vertical Form Fill and Seal Machine
FFS WITH AUGER: Viking Masek Vertical Form / Fill / Seal Machine Demonstration
FFS WITH SCALE FILLER: Ishida Form Fill Seal Scale Line Demonstration
FFS WITH PRE-MADE POUCH: Bartelt Form & Fill Pre-made Pouch POPCORN BAGGER Demonstration
FFS FOR LIQUID AND PASTE: Circle Liquid or Paste Form & Fill Machine Demonstration
FFS FOR LIQUID AND PASTE: Inever Group Liquid/Paste Form & Filler Demonstration
FFS WITH STRIP PACKAGING: SOLPAC Automatic Strip Packaging Machine-Model – SP 404
Form, Fill & Seal Equipment MANUFACTURERS


