
LEARN MORE
VIDEOS
RELATED EQUIPMENT
LEARN MORE ABOUT
Filling Machinery
- Auger Fillers
- Filling Machine Issues White Paper
- Dry Filling Machine White Paper
- Overflow Filling Equipment White Paper
- Tube Fillers White Paper
- Volumetric Filling White Paper
- Vacuum-Filler-Liquid
- Paste Filler
- Scale-Filler-Liquid
- Counter-pressure Filling
- Ampule Filling Machine
- Filling Problems
An augur filling machine is versatile volumetric filers capable of filling a variety of dry products. Products filled range from fine powders such as a talc or flour, through granular products such as sugar to larger piece products such as corn, birdseed or even small candies. An augur filler machine can be used for handling viscous semi-liquids like grease.
The augur filling machine consists of a conical hopper-reservoir which tapers to a smaller discharge tube. An augur or screw is mounted in the center of the hopper and is rotated to drive product down and out the discharge.


The amount of product to be dispensed is determined by the size of the augur, its speed and the number of rotations it makes. Augur size is matched to the hopper. Dispensing by augur revolutions is more or less linear. That is, if 1.5 complete revolutions dispense 1 ounce of product, 3 should dispense 2 ounces of product. Speed can also affect dispensing.
The augur is driven by a motor mounted on the top of the machine. A controller allows the amount of rotation to be precisely controlled. Older systems may continuously running motors with a clutch/brake to control augur rotation. Newer systems will usually have direct drive servo motors with touch screens.
Some products may not need a discharge valve. Most will need something more positive. The conceptual sketch above shows a “birdfeeder” tray on the discharge. This tray prevents flow when the augur is not turning.
Other systems may use a butterfly, slide or other type of valve for more positive shutoff.
A key issue in any powder feeder maintaining consistent flow. This is especially true when the powder is funneled from the larger diameter of the hopper to the discharge. Ratholing, sometimes called bridging or arching is one common problem.
Ratholing occurs when only some of the powder flows, creating a void. The augur continues to turn, but because of the void, less, or even no, product is fed. This affects filling accuracy. Generally the finer the particle size, the more prone it will be to ratholing. Some products like brown sugar may have relatively large particle sizes but, because of a tendency to clump, may have problems with ratholing.
Ratholing can sometimes be solved by mounting vibrators on the side of the hopper to help flow. An agitator, mounted to the augur as shown in the sketch, can be used to keep the product stirred up.
This may cure the ratholing but excessive mixing by the agitator can damage or cause demixing of some products.
Some sticky products may have a tendency to stick to the hopper walls. If needed, a scraper can be used instead of or in addition to the agitator to continuously scrape the walls.
Safety must always be paramount and sometimes we don’t realize how flammable or even explosive some common products like sugar or flour can be. When selecting any machinery, care must always be taken to address any potential safety issues.
 Getting the product into the container is harder than getting it out
Getting the product into the container is harder than getting it out- Dripping
- Stringing
- Inconsistent fill volumes



In previous papers I discussed liquid filling and the filling machine. This month I’ll talk about dry, or solids, filling and the filling machine. There are many types of dry products ranging from fine powders like talc or flour, to irregular pieces like frozen chicken parts. Other types of dry products include pharmaceutical powders, regular shaped products like nuts and bolts, candies and pharmaceutical tablets.
A variety of filling technologies and filling machines is available. Many times more than one technology will give satisfactory results on a particular product/package combination. In most instances, there is one technology which will give the best results when all factors are considered.
Dry filling machines can be broken down into 3 basic categories:
- Volumetric filling machine dispenses a measured volume of product.
- Weight filling machine dispenses a measured weight of product.
- Piece filling machine dispenses a specific count of product.
Sometimes the package label claim will determine the technology to be used. Two popular candy mints are packed in similar containers. In the 90’s and prior, one of them claimed a certain weight of mints on the label. The other claimed a specific number of mints. To assure label claims were met, one had to be filled by count, the other by weight.
Volumetric filling machines
Volumetric filling machinery dispenses a specific volume of product. In liquid filling volume and weight are directly and closely correlated. In dry filling they may be but, especially in the case of fine powders like flour, they may not be. As the powder is handled through the filling machine system it may compact or may fluff up. As the density changes, the weight per unit volume will also change. Powders are not the only product where this can be an issue. Breakfast cereals such as corn flakes can change density as well. This is why when opening a bag of cereal it may appear less than full. The bag may have been completely full when sealed but the vibration of handling and transit causes it to compact or “settle” by the time the consumer opens it.
Product handling becomes critical to maintain a consistent density. The actual density at any point in the process is less critical than that it be carefully controlled and consistent at the point of filling with filling machines.

Augur filling machine
An augur filling machine consists of a hopper and a dispensing augur, sometimes called a screw or worm. They work well with a variety of dry products ranging from fine to coarse. In some cases they have even been used to fill viscous liquids. They work best with relatively free flowing products of relatively uniform particle size.
The product is fed into the filling machine from a bulk supply. Keeping that level constant is key to consistent filling. Variations in hopper level will result in underfills and overfills of the product. Generally there needs to be an automatic level control and bulk feed mechanism.
The augur is driven by a servo motor or, in some older models, a motor with a clutch/brake drive. On a signal, the motor rotates the augur a precise number of turns and fractions of a turn. As the augur turns, if forces product out the discharge. The amount of product is determined by the amount of rotation. This is fairly, though not always exactly, linear. If 2.7 rotations of the augur fill 6oz of product, 5.4 rotations should dispense 12oz.
Speed of the augur is also important. Faster rotation can result in more product dispensed for the same amount of rotation. If the product is very fine, faster rotation can cause product compaction in the screw flights. In a severe case this can cause a filling machine jam.
When the augur rotation stops, the product will want to continue dribbling. It is important that flow cease with augur rotation. The illustration shows a “bird feeder” type of discharge. Other fillers will have a positive shutoff valve in the discharge to cut flow. If a valve is used, it is important that it not close while the augur is still running. If it does, the force of the screw on the product can overload the motor. It is always a good idea to have a torque or amp limiting circuit on the motor so that it stalls before it exerts enough force to cause harm.
Cup filling machine
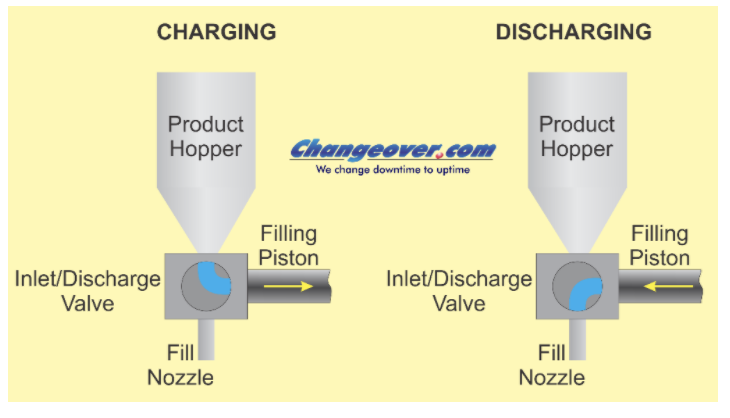
A cup filling machine is an open-ended volumetric cup to measure the product prior to dumping into the container. The internal volume of the cup determines the volume of product to be dispensed.
This schematic shows a simple single cup filler which shuttles back and forth. In the charging position, the top of the cup is exposed to the product hopper and the bottom of the cup is closed. Product flows by gravity completely filling the cup.
Once sufficient time has been allowed to completely fill the cup, the sliding plates shift. This closes the top of the cup scraping off any excess product. As the plate continues to shift it opens a hole under the cup allowing product to discharge into the container. After sufficient time for a complete dump, the plate shifts back, closing the bottom of the cup and opening the top, allowing the cycle to begin again.
Volume is a function of the diameter and height of the cup. Cups are often designed to telescope which allows precise adjustment of the cup and fill volume. The schematic is of a single channel filler. Cup fillers are often integrated on rotary machines allowing high speed (400cpm or faster) filling.

Weight filling machine
Weight filling machinery is the most precise way of filling dry products since it will not be affected by variations in product density. Even so, there are some tricks to getting precise fills with filling machines.
The simplest weight filling machine places the container on a scale and tares it. The product is dispensed, by a vibratory trough or other means, until the scale reaches the desired weight. One issue with this type filler is that if the feed rate is set high to give good filling speeds, it may be hard to stop precisely and overfills can result. If feed rate is slow to avoid this, the cycle speed is significantly reduced. One way to solve this is to do what is called “Bulk and Dribble”. The product is fed at a high rate until it approaches the setpoint, typically around 95-98%. The feed rate then slows to “dribble” the last few percent into the container.
This is simple and effective for low flow rates but dispensing directly into the container means no dispensing can take place while the filled container is indexing out and the next empty container indexed in. This can cut filling speed as much as 30-50%. A “bucket”, between filling machine and container, can greatly improve fill rates. The bucket is mounted on a scale or load cell and tared. Product is dispensed into the bucket, as above, until the desired setpoint is reached. As soon as the empty container is in position under the bucket, the bucket drops its charge and the feeder begins recharging the bucket. Feeding is never paused while waiting for a container.

Combining scales
When higher speeds or precision are required, a combining scale may fill the bill. The combining scale uses feeders, buckets and scales similar to above. The difference is that they use multiple, often a dozen or more, feeders, scales and buckets used.
Let us take a 10 bucket combining scale filling a 10oz product. Each bucket will be charged with 2oz of product, as closely as possible. Since there will be some variation, especially with irregular products like chicken parts, some buckets might have as much as 2.2oz and others as little as 1.8oz with some right on the money at 2.0oz.
The scale’s computer will look at all 10 buckets and calculate which 5, will combine most closely to give the desired 10.0oz fill. When the container or bag is in position, those 5 buckets will drop their product. Combining over and underfilled buckets results in a highly precise final fill. Per Yamato, a large builder of combining scales, selecting 5 buckets out of 10 provides 252 possible weight combinations.
Some combining scales are arrayed with the individual scales side by side. This works well when there are a few scales but when there are more than 4 or 6 scales, they can be too far from the discharge chute, slowing cycle times. Many combining scales are arranged in a circular pattern for this reason. (See illustration)
 Piece filling
Piece filling
Pharmaceutical tablets as well as hardware and some other products are normally sold by count, rather than by weight. Nobody wants to be putting their IKEA chair together and find that, while they have the correct weight of screws, they only have 9 of the 10 required. These products must be counted into their container.
There are a couple of ways to do this:
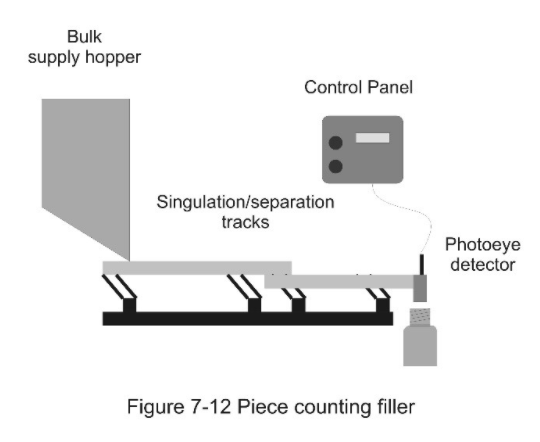
The most common is by physically counting the products as they fall or are conveyed past a photoeye or other sensor. This can be a single row and sensor where low speed, 100 or fewer parts per minute, are required.
C:\Users\John Henry\AppData\Local\Microsoft\Windows\INetCacheContent.Word\Fig 7-12 Piece counting filler.jpg
As the products are detected, they increment a counter. When the setpoint is reached, the feeder stops and a new container placed under the filler. Some systems discharge into a bucket, similar to weight fillers, where the product is stored until a container is in position. This allows the feeder to count almost continuously allowing greater cycle speeds on the machine.
High speed fillers as used on pharmaceutical lines use multiple feed lines and sensors to achieve speeds as high as 300 bottles per minute on a 100 count fill.
An issue with dusty products is that the dust can accumulate on the lens of the sensor. Air jets can and vacuum can sometimes prevent this but if it does build up, accuracy may suffer. Periodic cleaning of the sensor will avoid counting problems.
Another counting technique uses a defined cavity. Slat fillers use a series of slats with cavities sized to hold a single product. Brushes and guides help the product enter the cavity and brush away any excess. Each slat can hold 10 to 100 products depending on machine and product size.
The slats are mounted on an endless chain and dragged under a hopper full of product, where the products fall into the cavities. The slat is then dumped and the products funneled to the bottles. A variation of the slat filler uses wheels with cavities in the periphery. These fillers are mainly used for pharmaceuticals, vitamins, candies and similar products. they will only work with products of uniform shape and size. They have the advantage of being very fast. Some filler can achieve speeds of 350-400cpm on small products and fill counts. A disadvantage is that they tend to be more complex than comparable sensor based counting fillers.
Dry filling looks harder than liquid filling but it really isn’t. Pay attention to details and make sure the product is supplied to the machine in a consistent manner. Density, especially of finer products it a critical parameter and must be carefully controlled for good filling precision. The technology must be matched to the product, the container and the plant staff who will operate and maintain it. It is not rocket science but it must be done properly.
All have advantages and disadvantages and the range of choice may be overwhelming to the buyer who wants to know what kind of filler is “best”. This whitepaper will discuss the class of filler commonly called “overflow” fillers. Subsequent whitepapers will discuss other filling architectures.
There are two broad classifications of liquid filler. Volumetric fillers measure and dispense an amount of liquid independent of the container size.
The second class, level fillers, rely on the internal volume of the container. Level fillers fill the product a certain distance from the top of the neck. This distance will remain constant regardless of the container’s internal volume. This internal volume can vary significantly especially for blown glass bottles. If filled volumetrically, the level of product will vary creating an appearance of over and underfill. This is especially true when products are displayed side by side on the store shelf. Level fillers are sometimes called “cosmetic” fillers because they give the cosmetic appearance of a constant fill volume.

Level fillers are available in inline or rotary configurations for fill volumes from an ounce or less to multiple gallons and speeds from 5-10cpm (containers per minute) to 1,200ppm and more. They are available for still liquids, as will be discussed here. They are also available for carbonated beverages such as soft drinks and beer This requires specialized configuration beyond the scope of this paper.
Level fillers are generally simpler than volumetric fillers of similar capacities. This simplicity makes them easier to run, clean, set up and maintain. Simplicity also makes them less expensive to buy and operate.
There are two main disadvantages to level filling. One is that the fill quantity is dependent upon the container volume. If the container’s internal volume varies, as with glass bottles, the amount of product in the container will vary. If the container volume can be well controlled, there will be little variation in actual fill volumes and product giveaway is minimized.
 Level fillers are also not generally suitable for viscous, non-freeflowing products that will not settle quickly to a level surface. Filling in a hot, non-viscous, state may allow a workaround with some products.
Level fillers are also not generally suitable for viscous, non-freeflowing products that will not settle quickly to a level surface. Filling in a hot, non-viscous, state may allow a workaround with some products.
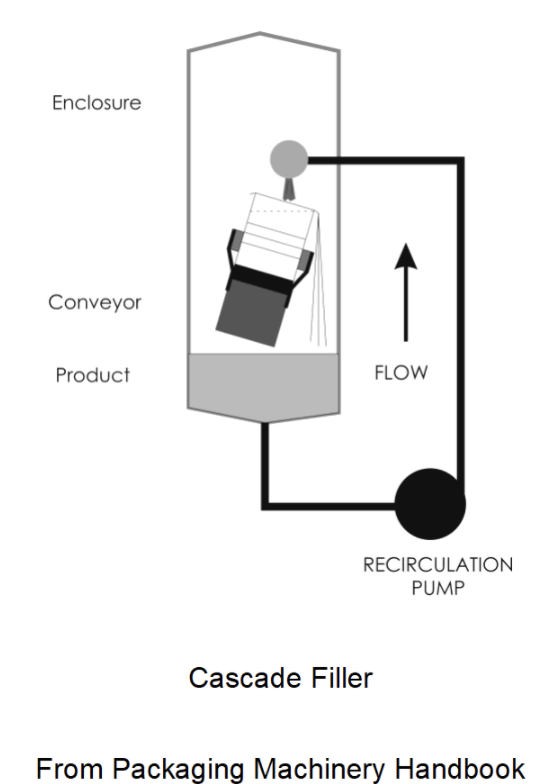
This paper will confine itself to overflow style fillers as they are the most common and versatile. As the name implies, they fill the container until it overflows. Some can fillers, called cascade fillers, do this by passing the can under a continuous stream of product, tilting the can to control overflow volume. Excess product runs into a trough below for recirculation.
These work well and can run at very high (2,000+cpm )speeds. One advantage is that they can be used top off container such as adding brine to a can of vienna sausages. A disadvantage is that the container must be washed after closing.
Overflow fillers
A much more common application uses a controlled overflow and recirculation. The basic principle of operation is that a filling nozzle is inserted into the container and makes a seal with the container neck. As the nozzle continues into the container neck, the nozzle tip is forced open allowing product to flow into the container via one of two channels. Air is vented through the other. Once the product level reaches the vent, it escapes through the vent and is captured in a tank for recirculation. After sufficient time for a complete fill has been allowed, the nozzle is withdrawn. As it is withdrawn, the spring closes the nozzle stopping product flow. Foamy products may be a problem in other types of filler but not in these generally as the foam is driven out the overflow and back to the recirculation tank.
Fill level (and volume) is determined by how far the nozzle is inserted into the container as the product level can rise no higher than the overflow vent. Spacers or washers added to the nozzle control the entry depth.
This picture shows the typical nozzle with inflow and vent:

Nozzles are commonly fabricated from stainless steel but may be made from plastic and other materials as needed. The “O” ring, which seals the nozzle when closed, and the neck seal must be chosen for product compatibility.
Gravity configuration
Overflow fillers may be gravity, pressure or vacuum. A gravity configuration is shown below:
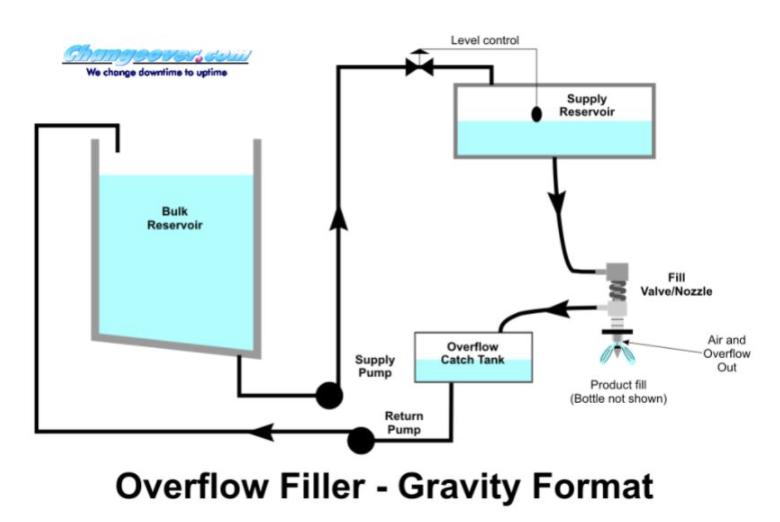
This configuration uses a gravity tank above the filling nozzles. As the nozzles are forced into the bottles and opened, product flows into the bottle by gravity. The height of the product above the bottle determines the pressure and flow rate. Normally a bulk reservoir with pump maintains a constant level in the gravity tank. A constant level is important as changes in the head pressure can result in changes in fill volume. This occurs because during filling some bottles, especially lightweight non-round bottles can expand slightly. When the nozzles are removed, the bottle relaxes and the fill level increases, sometimes to the point of overflowing the neck.
Gravity fillers are generally suitable only for low viscosity, water-like, products. Viscous, products, heavier than a light oil, will not flow quickly enough by gravity.
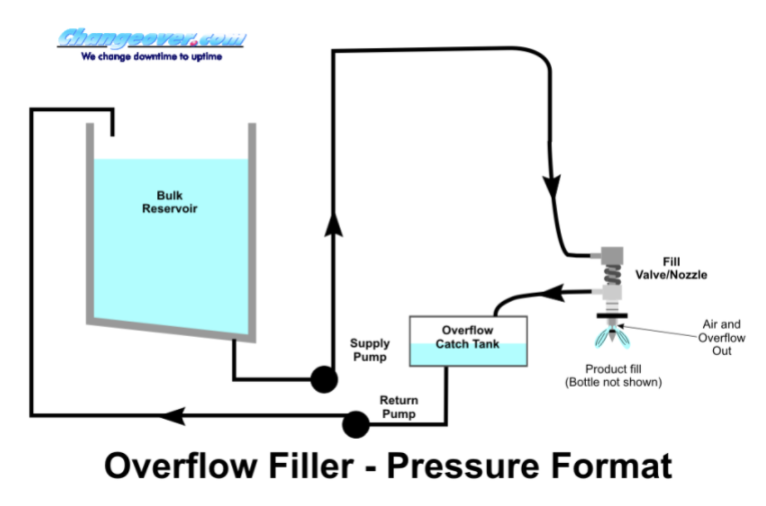
Pressure format
The pressure format replaces the gravity tank with a pump. This is often a centrifugal, non-positive displacement pump. Diaphragm and other positive displacement pumps can also be used. Pumps should generally be started when the fill nozzle opens and stopped as it closes. This is especially important if a positive displacement pump is used to avoid damage to the system from excessive pressure.
If the product being filled is a suspension, it may be desirable to keep it moving at all times to prevent the particles settling. This may be done by keeping the pump running at all times with a bypass allowing circulation directly to the overflow tank when not actually filling.
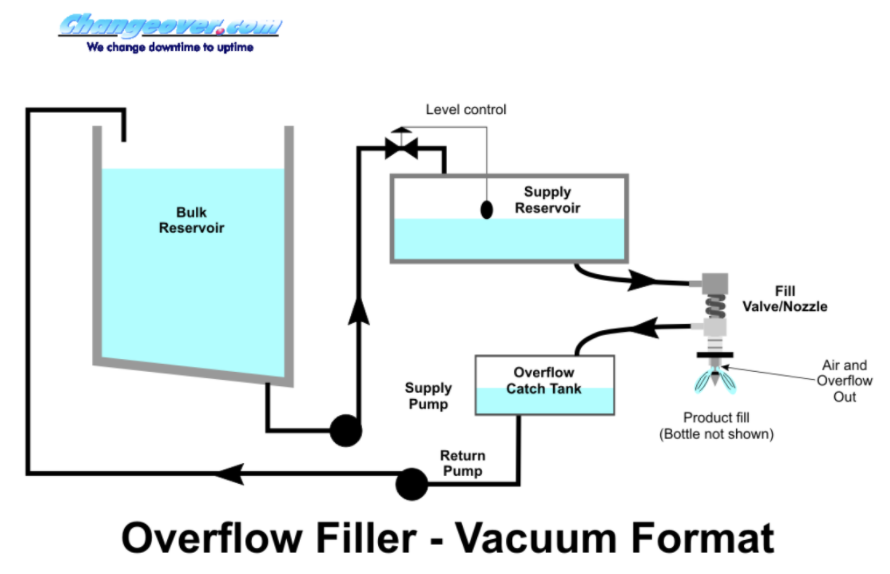
Vacuum format
The third arrangement is for vacuum filling. This is similar to the gravity arrangement but the overflow catch tank is sealed and maintained under vacuum. The vacuum in the overflow tank creates a vacuum in the container when the valve opens “pulling” the product into the container. This can be useful with messy or flammable products such
as nail polish. In the event of a damaged neck or other defect preventing a good seal between nozzle and bottle there will be leakage out in the gravity and pressure configuration. In the vacuum configuration, a damaged neck will allow air to leak in rather than product leaking out.
One drawback to the vacuum configuration is that the container must be rigid. Glass is fine, a heavy plastic bottle may also work well. If a light weight, non-rigid, container is used, the vacuum will collapse the container and little or no filling will take place.
A variation on the gravity configuration is continuous motion rotary machines commonly used for milk and water filling. The product reservoir is mounted above and rotates with the main turret. The filler nozzles are permanently mounted to the reservoir.
The nozzles are similar to the others in that they allow product to enter on one side and air to escape on the other. Instead of overflowing to a catch tank, the air escapes through a standpipe in the bowl above the product level. There is no actual product overflow or recirculation.

If the product is filled cold (<100 degrees F or so) rubber or silicone diaphragms may be used instead of springs. Hot-filled products will require all metal construction with springs and high temperature “O” rings.
Overflow fillers use the bottle neck to push them open either by lowering the nozzle into the bottle or pushing the bottle up to open the nozzle. Some bottles may be too lightweight to resist this downforce and will collapse. In these cases it will be necessary to use a neck support to prevent collapse. For an inline filler, this may be a “V” block that moves in to capture and support the neck during filling. A rotary filler may use a starwheel to support the neck as the bottle rotates around on the turret. Not all bottles have suitable neck rings so these must be specified when required.
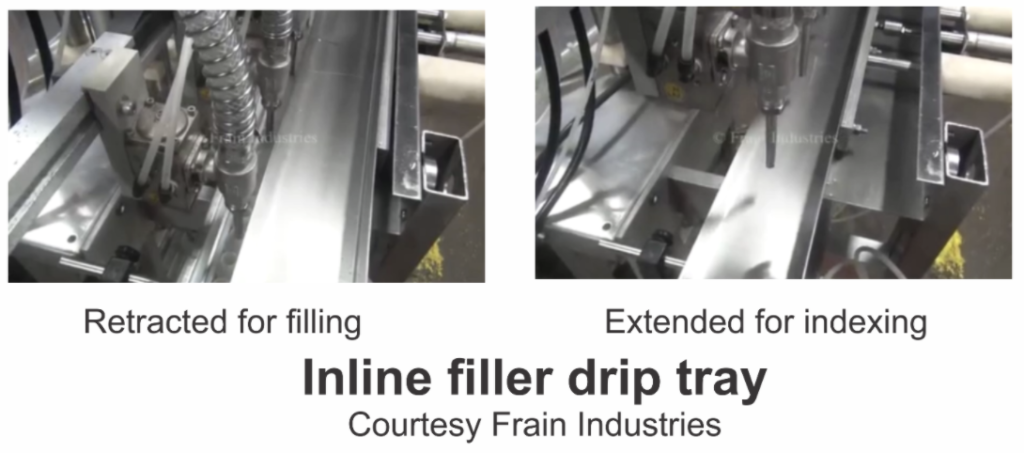
Dripping is another issue that must be addressed. The nozzles themselves have a simple “O” ring seal and should not drip if the “O” ring is in good condition. During filling, they are submerged and the outside will be wet with product when removed. There is not much that can be done other than to catch the drips before they fall on the bottle.
Inline filler generally use a drip tray that moves under the nozzles as they are withdrawn from the bottles. Rotary machines usually use a semi-circular tray that extends about 45 degrees of the turret. This keeps the tray under the nozzles at all times that the nozzle is not over the bottle.
Overflow fillers can be a good choice for filling flammable products. They are simple enough that they can be built with pneumatic controls and pumps. The absence of electricity makes them inherently safe. This eliminates the complexity and risk normally inherent in making an electrical machine “Explosion Proof”
Overflow fillers are an excellent choice when the product is relatively low cost and high filling accuracy is required. They are also the first choice when there may be variability in internal container volume, especially if end users will be able to compare fill levels on the store shelf.
When we think of collapsible tubes we most likely think of toothpaste since we all use it every day. Tubes are also used for packaging many other products such as foods, pharmaceuticals, cosmetics, candy and more. Tubes can be used for any liquid from very thick like silicone caulk to as thin as water. Occasionally tubes are even filled with powder. Tube filling/sealing speeds run from 20-30ppm to 500+ppm.

The first thing to know about tubes is that there are 3 major types. All are handled the same way except for closure and sealing.
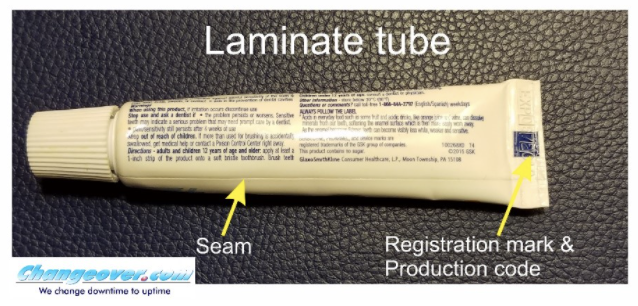
- Laminate tubes are probably the most common type. Most toothpaste is packaged in laminate tubes. Laminate tubes are made from multi-layer film. The flat film is formed into a tube, sealed longitudinally and cut to length. One end of the tube is closed with a plastic tip and cap or other fitment which is sealed to the laminate. The tubes come to the tube filling machine closed on one end, open on the other and ready for filling. Most laminate tubes are susceptible to denting and must be handled carefully during filling and packaging to maintain the pristine appearance. Most laminate tubes are formed offline and brought to the filler ready to run. In high speed, high volume, operations, the tube making machine is sometimes run in close conjunction with the tube filling machine.
- Metal tubes are stamped from aluminum or other metal blanks. The entire tube is a single monolithic component. Metal tubes are crimped closed. They dent easily so gentle handling during transport, filling and packaging is a must.
- Plastic tubes are made from various single or multi-layer plastic, injection molded to form monolithic tube, closed with fitment on one end and open for filling on the other. Plastic tubes are usually fairly rigid and do not collapse in use. This renders them very durable on the filling and packaging lines and much less sensitive to denting than laminate or metal tubes. While the rigidity makes them easy to run, it makes them harder for the consumer to use since they do not collapse. After squeezing the product out, the tube returns to its original shape, sucking air into the tube.

Empty tubes generally come to the filling machine in single-layer partitioned cartons, packed open side up. At the tube filler, the cover of the box is opened by the operator or automatically by machine, exposing the open end of the tubes.
The tubes are then loaded into the filler infeed bopper individually or by dumping the entire box. Loading method depends on filler design, speeds and box style. Either type of loading may be manual or automated.
If tubes are removed individually, as opposed to dumping, they are usually removed 1-2 rows at a time from the box. In low speed lines an operator may use a device that looks like a series of bottle brushes mounted side by side. These are spaced on the tube centers in the box and the diameter is slightly larger than the inside diameter of the tube. The operator shoves the brushes into the tube and friction between bristle and tube allows them to lift the tubes out. They group of tubes is laid in the hopper and the brushes pulled out.
A similar method is used on higher speed machines, sometimes with a robot or a pick and place system. Instead of the brushes, a more positive system uses either an expanding mandrel or vacuum. This also allows simpler release of the tubes in the filler hopper.
Higher speed machines may automate tube loading with a robot. This robot has grippers as above but they will be articulated. When picked from the box, the tubes and picking fingers will be close together. After clearing the box, the fingers will separate to match the centers of the filler’s tubeholding pucks.
These pucks hold the tube by the closed end, with the open up, through the filling and sealing process. The pucks are commonly of plastic or plastic and aluminum. Internal springs hold the tube tightly to prevent rotation. Serrations on the bottom of the puck match serrations on the carrier base to prevent it rotating.
The carrier base may be a rotating turret for lower speed machines or chain in rounded rectangle or “racetrack” layout in higher speed machines. Pucks may index one at a time or in multiples of two, four, eight or more for high speeds. Either turret or chain are intermittent motion, indexing the tube through the various stages.
Once loaded in the puck, the first step is usually an air cleaning. The tube indexes under a nozzle which lowers to near the bottom of the tube. A blast of ionized air blows any dust or debris that might be present. Ionized air is used because, especially with plastic or laminated tubes, static electricity can cause the dust to adhere to the tube walls. A vacuum collar at the top of the tube captures the dust.
After cleaning, the tube indexes to the filling station. If the product is relatively low viscosity, the filling nozzle may only enter the tube deeply enough to assure that no product splashes on the seal area. Any air bubbles that may occur due to turbulence will will rise and dissipate naturally. Thicker products will require the nozzle to dive all the way to the bottom. As product is filled, the nozzle is gradually retracted so that it is always just above the product surface.
At the end of the fill, thick products may have a tendency to form a tail. This tail, if it enters the seal area can prevent a good seal. The filling nozzle must be properly designed to eliminate this tail.
Tubes are sometimes used to dispense a 2 part product such as a toothpaste with stripes. This is done using a coaxial filling nozzle. The bulk of the product is filled through the center nozzle. Simultaneously, the “stripe” product is filled through a coaxial nozzle around the main nozzle.
The tube dispensing tip has grooves or slots so that as the end user squeezes the tube, the secondary product is dispensed as a stripe.
Most tubes are printed and it is important that the graphics align properly with the seal. The next stage after filling is aligning. In the aligning station the puck and tube are lifted slightly to disengage the serrations. They are then rotated until a photoeye or camera detects a registration mark on the tube. Once aligned, the puck is lowered into the serrations. In some machines alignment takes place before filling.
The tube is now ready for sealing. Depending on the tube material, there are three sealing methods:
Crimping – This is used on metal tubes and is a multi-step process. First the tube end is pinched closed. The tube has a band of elastomer sealent at the crimp point applied when the tube is made. This assures a leakproof seal since the crimp seal is purely mechanical.

The flattened end of the tube is then folded in successive stations. Shown are a single and a double fold crimp. Other crimping configurations may sometimes be used.

Laminate tube – Laminate tubes cannot be crimped closed due to the memory of the tube material. If crimped, they would immediately open. Laminate tubes are sealed with a pair of heated serrated jaws. These melt the inner layers of the laminate together, sealing the tube.
Plastic tube – Plastic tubes are usually a single material layer and cannot be sealed directly by heated jaws. The tubes are passed through a box where the open end is heated to soften the plastic. A pair of jaws then presses the end closed.
In both laminate and plastic sealing an additional set of jaws may be used after sealing to cool the seal and set it in place.
Sealing of plastic and laminate tubes is a function of the combination of time, temperature and pressure. Although these can sometimes compensate for each other eg; higher temperature and less pressure, there will always be one optimal combination of the three. Finding and always using that optimal setpoint is the key to consistently achieving good seals.
Ultrasonic welding is sometimes used as an alternative to heated jaws to seal laminate and plastic tubes.
The edges of both laminate and plastic seals will generally not be perfectly even. Another set of jaws will cut a slight amount of excess material from the end to make it square. Shaped sealing and trimming blades are sometimes used to give a special effect such as this rounded seal on a plastic tube.
After closing, some machines may incorporate vision systems to inspect the seal for alignment, appearance and functionality. Defective tubes will be discarded to a reject chute.
Good tubes will discharge to a conveyor, cartoner or some other downstream packaging process.
Last month I discussed cosmetic or level style fillers. These fill a container to a certain level and fill volume is determined by the volume of the container. This is fine for many products, but others need more precise volume control. Volumetric fillers provide precise fills independently of the container. They do this by measuring physical volume, as in a piston filler. Other architectures measure the product by weight, mass or flow. Level filler precision is typically rated by the distance from the top of the container. Volumetric fillers precision is typically rated by percentage accuracy. A volumetric filler rated at 1% accuracy would be expected to fill a 10oz container to +/-0.1oz. Some high precision models can fill to +/- 0.1% accuracy. This precision can be critical when filling a high value product like a pharmaceutical that might cost thousands of dollars an ounce. This rating is typically expressed as six sigma. This means that 99.7% of all fills will be within specification absent any extraneous factors.
Piston filler design
The most common volumetric filling technology is based on cylinder/piston combinations of various types. Regardless of details, all piston fillers include a piston, cylinder, and inlet and outlet valves. Most pistons used for filling are single acting and that will be the focus of this paper. Single acting means that they fill and discharge one dose per stroke.

There are a few companies that make double acting piston fillers that discharge one end of the cylinder while simultaneously filling the other. This allows them to fill 2 doses per fill cycle. This increases speed but adds complexity that is not usually necessary.
The dosage volume of a piston filler is a function of the diameter and stroke (linear travel) of the piston. A 5cm cylinder has an area of 19.6cm2 If the piston travels 10cm the total volume displaced will be 196cc (cubic centimeters). Fill volume is controlled by adjusting the length of the piston stroke.
It is usually desirable to select a cylinder/piston combination that uses a relatively long stroke length for the desired fill volume. This reduces the effect of any slack or play in the drive mechanism. Some products may require a shorter stroke and larger diameter for best results.
Most filling pistons fill the entire dose on each stroke. Occasionally, it may not be possible to use a large enough piston to do this. In these cases, multiple strokes may be used to dispense the desired volume.
In other cases, it may not be possible to dispense the entire fill dose in a single stroke due to speed constraints. Multiple pistons, usually 2, each completing a portion of the desired dose, may be used sequentially.
Another technique usually for very small sub-milliliter doses uses a number of strokes, sometimes a dozen or more, per dose. This improves precision by averaging out any variation that may occur between individual strokes.
In addition to the cylinder and piston, there must be valves controlling flow in and out of the cylinder. One simple and common way to do this is with a pair of check valves. As the piston is withdrawn, product flows in through the inlet valve while the other prevents product from being sucked back from the discharge. As the piston is pushed into the cylinder, the discharge valve allows product to flow to the filling nozzle while the inlet valve prevents it flowing back to the reservoir.

Other types of valves including mechanically operated valves, pinch valves which pinch the inlet and discharge tubing closed, solenoid valves and rotating pistons with flats acting as valves.
Pistons and cylinders are commonly made from stainless steel with rubber or plastic rings to assure a good seal between piston and cylinder. Other common materials include special alloys, plastic, glass and ceramic. Tubing, valves, O rings, gaskets and other product contact materials must also be carefully chosen for compatibility.
As the sealing rings rub against the cylinder wall in normal operation, they wear and generate small amounts of particulates. This is minor and not an issue in most products. Some pharmaceutical and other products do not permit any particles. One solution is to use very close tolerance cylinders and pistons of either stainless steel, glass or ceramic to eliminate the need for seals. One issue with stainless steel piston sets is that they can be easily damaged during assembly, disassembly, cleaning and storage. Even a seemingly insignificant scratch can render a set useless at a cost of thousands of dollars. When metal to metal piston/cylinder sets are used, everyone must be taught to handle them with extreme care. Ceramic piston sets as shown below eliminate the seals and are less subject to damage than stainless steel sealless piston sets. In this set all product contact parts are ceramic. Note the control valve which rotates to open and close inlet and discharge.
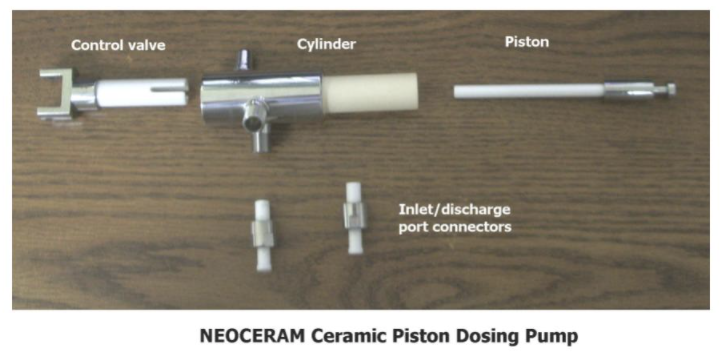
These pumps are usually made in matched. Care must be exercised not to mix components. They may either be too tight and bind or too loose and leak.
Another option when zero particulates are critical is the diaphragm pump. Operation is similar to a piston pump. Instead of a piston, the pumping chamber is defined by a
flexible diaphragm. A rod moves the diaphragm in and out varying the pumping chamber dimensions. As with a regular piston, fill volume is determined by controlling the stroke length.

Piston drives
A driving mechanism is required to move the piston in and out. The simplest and most common mechanism is a crank mounted to a rotating shaft. Stroke, and fill volume, is adjusted by varying the length of the crank. The motor may run continuously or intermittently, filling on a signal. Servo motors, either rotary or linear, are becoming more popular in recent years. The advantage of a servomotor drive is that it can be controlled precisely to allow variable fill profiles. For example, it might run slowly during the 180 degrees of the piston withdrawal phase to avoid cavitation. It might then accelerate sharply during the insertion phase, finishing with a smooth deceleration to assist cutoff. This profile is controlled electronically.

Linear servo motors have the same functionality but have the advantages of eliminating mechanical linkage. Stroke is adjusted electronically.
Pneumatic cylinders can also be used to actuate the piston with stroke controlled by mechanical stops. These are inexpensive as well as inherently safe for flammable or explosive environments. (Provided that controls are safe as well)
Nozzles
Capillary nozzles are common with volumetric fillers. These are essentially straight sections of tubing, connected to the filler via flexible tubing. The capillary action of the product at the tip of the nozzle prevents it from dripping. It is important that the valving in a system using capillary nozzles provide a tight seal. Any leakage will cause either
backward or forward flow of the product when not filling. Forward flow will cause dripping, backward flow will cause air contamination and inaccurate filling.
Variations on the standard straight nozzle include sideshooting designs that shoot the product against the container wall to reduce foaming and splashing. Multi-channel nozzles are sometimes used to introduce a gas, such as nitrogen or oxygen, before, during and/or after the fill cycle.
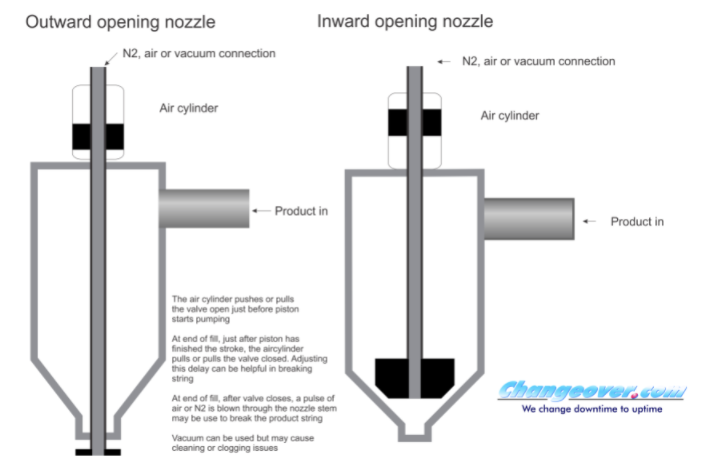
Some products do not lend themselves to capillary nozzles. Positive shutoff nozzles must be used in these cases. These may open inward or outward opening depending on the product. Some nozzles have internal channels that can be connected to vacuum to prevent dripping. A pulse of air or nitrogen can also be blown through the channel at the end of the fill cycle. This can aid in breaking loose a stringy product like honey or shampoo.
Reservoirs
The product reservoir is a key component of any liquid filling system. It is important that the reservoir be located higher than the fill nozzle. If it is located below the filler any leakage of the valves will result in air being sucked into the nozzle. This may result in contamination of the inside of the nozzle. It will also result in a short fill on the first cycle after the filler has been paused.
The second reason for the elevated reservoir is to provide a positive inlet head to the piston. By design the filling piston is a pump as well as a measuring device. However, using it to pump as well as measure the product can, in some cases, cause problems with accuracy. If there are any leaks in the fluid path, the negative pressure will suck air in. This will cause contamination and the entrained air will cause foaming of the product
in the container. When filling hot or volatile products, the negative pressure may cause cavitation resulting in inaccurate fill volumes.
For best results the inlet head pressure should be kept constant. The actual pressure is not as important as its constancy. Some applications may fill directly from a large bulk tank. At the start of the job, with a full tank, there may be 5-10′ of positive inlet head. At the end of the job, with a nearly empty tank, there may be 1-2′ of negative inlet head.
For maximum accuracy it is a good idea to use an intermediate filling reservoir. The bulk tank feeds the reservoir and maintains it at a constant level.
Conclusion
Piston fillers are the workhorse of liquid filling, used for all types of products, fill volumes and viscosities. They can be used for low or high speeds, inline, rotary form-fill-seal and many other applications. The article above describes the typical piston filler. As with everything else in packaging, there are many non-typical applications. You need to know what the best practices are before deviating. Whatever arrangement may be used, consistency of operation is the key to accurate filling.
It is generally desirable that when a filing system leaks, the product should leak out, rather than air leaking in. Inward leaks not only contaminate the product, they will cause foaming and will mask the leak. This may prevent it from being addressed promptly.
When the product is particularly messy or dangerous, these outward leaks may be even more undesirable than normal. Vacuum fillers may be the solution.
Most fillers push the product to the container. Vacuum fillers pull the product to the container by vacuum. The entire fluid path is under negative pressure. Any leaks will be in rather than out.
Vacuum fillers are commonly level rather than volumetric fillers. That is, they fill the container to a specific level rather than a specific volume. Provided the container internal volume is constant, product volume should be as consistent at the product level.
This schematic shows the flow path of one style of vacuum filler.

The plumbing is similar to a pressure or gravity overflow filler. A pump transfers product from the bulk reservoir to a supply reservoir. From the supply reservoir, product flows to the filling nozzle.
The filling nozzle has two channels for product in and air out. The container seals against the nozzle gasket and pushes the valve open. The air vent is connected to a vacuum tank, creating a vacuum in the container and pulling product from the supply reservoir.
The amount of insertion determines the final product level. When full, excess product vents to the vacuum tank. A timer normally raises the nozzle after sufficient fill time. Excess product in the vacuum tank may be recycled or discarded.
The design of the vacuum filler similar to that of a pressure or gravity filler. Some machines can be readily converted between the 3 types.
One drawback to this system is that it will only work with rigid containers. A light plastic or metal container may not be rigid enough to withstand the vacuum and will collapse. Fluid path tubing must also be sufficiently rigid to withstand the system vacuum.
Vacuum fillers can be inline for speeds to 50-100cpm or can be rotary for higher speeds to 250-300cpm.
“Paste” generically describes any extremely viscous, non-flowable liquid. Typical pastes include caulking, grease, cake icing, petroleum jelly. Some of these can be heated to make them less viscous, some even to the point of liquidity. Many cannot and must be dispensed as a thick semi-solid.
Fortunately, paste fillers are up to the task.
Paste fillers are often pneumatically driven but can be motor driven with a crank.
The filler combines filling piston/cylinder, rotary inlet/discharge valve, and drive. A hopper is often mounted on top of the rotary valve.

This picture shows a filling pump mounted on a cup filling machine. The drive is an air cylinder with mechanical stop.
This picture shows the rotary inlet/discharge valve.
In filling, the rotary valve is aligned with the hopper (left) and the piston withdrawn from the cylinder. Gravity in the hopper helps the piston pull the product in with no air entrainment or cavitation.
Once the piston has reached the limit of its stroke, solenoid valves reverse the air flow, pushing the piston forward. At the same time, an air cylinder (in this example) shifts the rotary valve 90 degrees, aligning the piston with filling nozzle and dispensing the product into the container.
At the end of the discharge stroke, the rotary valves shifts back to the hopper, the piston retracts and the cycle is repeated.
The amount of product dispensed per cycle is controlled by a mechanical stop which limits the travel of the driving air cylinder. Piston speed is regulated by air pressure and needle valves controlling the flow rate.
In some cases, it may be desirable to have a small amount of suckback to minimize dripping and stringing. This is achieved by the timing of the rotary valve. It is left aligned with the nozzle momentarily as the piston begins moving back. After moving a small amount, the rotary valve shifts, aligning with the hopper for normal charging.
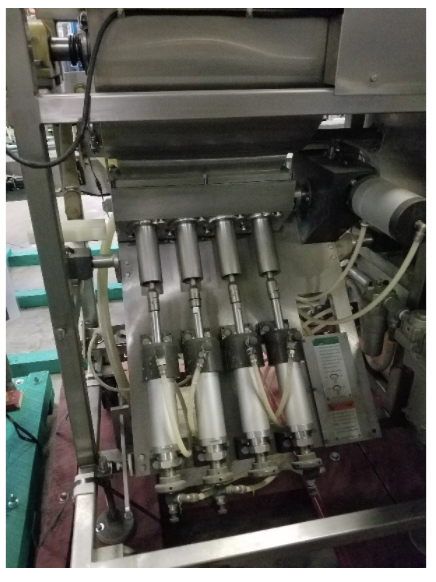
Multiple filling pistons, mounted to a common infeed manifold and individual filling nozzle may be driven by a single drive with a single setpoint adjustment. This picture shows a 4 headed filler with common drive. One rotary valve with 4 ports is used.
Volumetric fillers fill any volume without regard to container. They can fill 12 ounces as precisely into a 5 gallon bucket as into a 15 ounce bottle. One style of filler uses scales to fill by weight rather than liquid volume.
Some products will change their specific volume during filling. Entrained air may be one cause. If they are filled by volume using a piston filler, this may result in underfills. Filling by weight eliminates this effect.
Scale fillers begin by placing the container on the scale and taring it or zeroing out the scale. This eliminates the effects of weight variation between containers. Taring is fast but does take some milliseconds in the fill cycle. If there is minimal weight variance between containers or high precision is not required a standard tare weight may be programmed and the product filled to a gross weight.
Once the container has been tared, product is introduced to the container. In the simplest system, the container is filled until the target weight is achieved. This triggers a signal to stop the product flow.
This will cause imprecision in the final volume for two reasons:
There will be inflight product. Inflight product is product that has left the filling nozzle but has not yet arrived in the container and has not been weighed. Inflight product should be consistent from cycle to cycle and can be adjusted for. Stopping flow slightly below target will allow the inflight product complete the final volume.
The second issue is fluid dynamics. The product is filled at a high flow rate to minimize filling time. This high flow rate causes turbulence in the bottle during filling and may cause weighing errors. These may not be consistent enough to be compensated for.
Bulk and dribble is the answer. Product is filled at a high “bulk” flow rate until about 98% of the target volume is reached. The flow rate is then reduced to about 10% and the last of the fill is “dribbled” into the container. This dual flow technique allows both his speed and high precision.
Scale fillers can be intermittent motion such as an inline filler or can be continuous rotary motion. Speeds can range from few containers per minute to several hundred.
Soft drinks, beer, sparkling wines and water contain dissolved CO2, presenting a unique filling problem. The counterpressure filler must manage the transition from pressurized reservoir to unpressurized bottle or can. After filling, the filler must manage the transition of the container from elevated to atmospheric pressure.
This requires “counterpressure filling” and consists of 4 steps”
- The container is placed under and sealed to the filling nozzle by a gasket. Once sealed to the nozzle, the air must be evacuated from the container and replaced with CO2. Vacuum may be used to evacuate rigid bottles with CO2 being injected after evacuation. Vacuum, however slight, is impractical with non-rigid plastic bottles and lightweight cans causing their collapse.CO2 is injected into these containers to purge the air.
- Once the container has been purged, CO2 is injected to pressurize it to the same pressure as the product in the filling reservoir. After the pressure equalization, controlled product flow between reservoir and container is possible.
- Product is transferred from reservoir to container. A variety of filling architectures are available. The simplest is a level fill system. Product is filled and excess CO2 vented until the liquid reaches the nozzle vent. The depth of the nozzle in the container determines the final fill level. The container determines the volume. Volumetric filling architectures using pistons, mass flow meters or weigh cells can also be used to achieve more precise fill volumes. Because there is no differential pressure between reservoir and container, filling is similar to other filling applications.
- Once filled, the container must be removed from the nozzle. If this is done suddenly, the excess pressure will cause the product to boil over. Snifting prevents this. After the filling nozzle has closed but before the container is unsealed from the nozzle, the pressure is relieved to bring the container to atmospheric pressure.
After release from the nozzle, the CO2 in the container will continue to outgas. This will be a relatively slow process, especially if the product is kept cold and should not cause foaming or excessive CO2 loss. The container should be capped or lidded as quickly as possible to prevent excessive outgassing.
Glass ampules are the ultimate tamper evident and tamper resistant package. They are popular for injectable pharmaceutical products. They are also used in some other specialty products such as cosmetics. They are available in sizes from a few milliliters to a few ounces.
The ampule is formed from glass tubing and consists of a body, where the product will normally be, a neck that is designed to break and an upper section that is flame sealed. The ampules are typically supplied in shrinkwrap film. In most pharma applications, the shrinkwrapped film is removed, the ampules washed and sterilized. They are then transferred, bottom up, to trays to carry them to the filling machine.
Ampules tend be tall and unstable. They require care in handling to prevent falling, especially at the filling machine infeed. The infeed is often a rotary table. The transport trays are placed on the table and lifted off leaving the ampules. The combination of backlog and the table pushing keeps them from falling over. Sometimes a pusher block resting on the table will help prevent falling.
An alternative is to use an inclined infeed tray to the filling machine. Ampules are loaded on the tray and gravity prevents them falling. Gravity also drives them to the filling machine.
At the table or tray discharge, the ampules are single filed into the filler where they are captured in pockets in either a trunnion chain or a walking beam.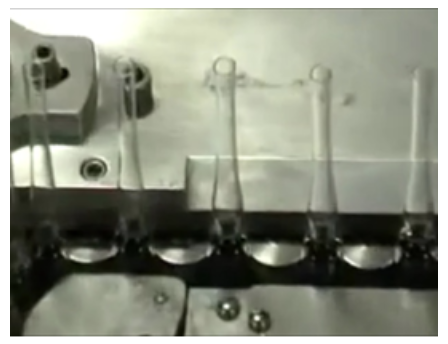
These move the ampule into the filling section. Filling needles are lowered into the lower chamber of the ampule and the product is dispensed. Filling can be with piston, peristaltic, gear or other pump or by time-pressure. It is critical that no splashing or dripping occur in the upper portion of the ampule. If there is any product in the upper chamber, it will be burned during sealing, ruining the product.
After filling, the ampule is indexed to the sealing section. Here it is rotated as a small gas flame heats the ampule below the tip. A pair of metal fingers grip the tip causing the ampule to twist closed. The fingers remove the twisted off excess and deposit it in a receptacle. This picture shows ampules indexing, two up, to a preheating and final sealing station.

The sealed ampule exits the filling machine and is collected in a tray or accumulation table or conveyed for packing.
So you’re filling liquids, what could go wrong? Short answer: anything and everything. In this white paper I will discuss some of the more common problems that occur when filling liquids and how to prevent or resolve them.
Fill volume
The most critical thing in liquid filling is getting the right amount of product into the container. Underfilling can result in legally liability from not meeting label claims. Overfilling results in giving away product. Even slight overfills can be significant. A shampoo filler running at 300bpm (Bottles per minute) and over filling by 1/2 percent on average (0.06oz on a 12oz fill) will give away 1.5 bottles worth of product every minute or almost 200,000 bottles worth of product per year. Obviously this is more critical for some products than others, depending on product cost.
Level fillers, sometimes called cosmetic fillers, depend upon the container for the fill volume. They fill to a controlled level and variations in the container internal volume will cause variations in the fill volume. There is not much that can be done about this beyond insisting on better control of container manufacturing. Depending on the type of filler, there are several things that can affect the final volume. One common architecture is the overflow filler. The fill nozzle has one channel for product in and another to vent air out of the container. The nozzle is inserted and sealed against the bottle neck. Product is filled under gravity, pressure or vacuum until it overflows out of the vent.
The distance of the overflow vent from the top of the bottle determines the final level of product in the container. Many fillers control this insertion depth by use of spacers. More spacers mean less insertion and higher fill level.
Variations in the pressure (or vacuum) can cause the bottle to swell or collapse slightly. When this happens, the internal volume will change along with the final fill volume. The solution to this is to keep the product pressure, or overflow vacuum, as consistent as possible. In the case of a gravity filler, this means a consistent level in the product reservoir.
Volumetric fillers determine the quantity of product independently of the container. Popular styles include pistons, gear pumps, flow meters and scales. The first thing to bear in mind, especially with pistons and gear pumps, is that they are measuring devices, not pumping devices. Intermediate product reservoirs should generally be used between the main product tank and the filler. These reservoirs should be level controlled and mounted above the filler to provide a slight positive pressure on the filler inlet.
This positive pressure provides 2 benefits:
If there are any leaks, product will leak out rather than air leaking in. This makes any leaks, such as from loose connections or bad seals visible. If air were to infiltrate the system, it can not only contaminate the product, it can cause foaming and underfills.
Second, the slight positive pressure means that the pump can focus on its primary task of measuring. This will make fill volumes more accurate and repeatable.
Reservoirs should be designed with a low aspect ratio (Wide rather than deep) and sufficient volume. This minimizes height and pressure variation during the filling cycle. Needless to say, automatic control is required to keep a consistent level at all times.
Reservoirs must also be properly vented. If not, as product is removed for filling, a vacuum or negative pressure, may develop in the reservoir. This can reduce or eliminate the positive pressure to the filler pump infeed potentially causing underfill. In severe cases, sufficient vacuum may be created in the reservoir to partially collapse it.
Nozzle suckback
2. Dripping
Nozzle dripping is a common problem with all types of filler. Stringing is a related problem that can be characterized as a type of dripping. Both can contaminate the neck of the bottle causing problems with cap sealing. They can also contaminate the outside of the bottle as well as the filler conveyor.
Dripping and stringing should be eliminated but this is not always possible. When they cannot be eliminated, they must be controlled.
There are several potential causes of dripping.
Subsurface filling submerges the nozzle below the level of product in the container. This may be done to reduce foaming and turbulence as the container is filled or may be inherent in the design such as overflow nozzles. When the nozzle is removed from the
product, it will be wet with product and this will drip.
Volumetric fillers can also have problems with dripping, even if the nozzle is never submerged. These problems are usually related to not having a tight seal in the pump and/or cutoff valve. If the system is slightly positive, as it should be, product will leak forward and out the end of the nozzle.
Many volumetric fillers use capillary nozzles. These are open tubes and rely on capillary action caused by the product’s surface tension to prevent dripping. (Hold your finger over the end of a straw and withdraw it from your drink to see this effect.) The smaller the nozzle diameter the more pronounced the effect. Some fluids do not have enough surface tension to depend on this effect. Normally this is discovered in initial testing but can also show up later due to formulation changes or variations in viscosity, perhaps due to temperature.
When capillary action is effective, it can still be disturbed by machine vibration or jostling of the product hoses such as when raising and lowering the nozzles.
Outward opening nozzles with vacuum suckback.
Nozzle cutoff describes what happens with the nozzle closes. Many products such as water, cut off cleanly. Others do not. When the nozzle closes, the product will form a string running from the container to the nozzle. The string will break eventually but if the container is moved before it does, the string will fall over the neck, the outside of the container and the filler. It is usually not feasible to wait for the string to break of its own accord so some mechanism must be added to do so.
While over the container this is not a problem since the dripping will fall into the container.
By its nature it can’t be eliminated but it can be controlled with catch trays.
videos
Filling Overview
LIQUID FILLER: Velcon Model CDT5 5 GAL Pail Filling System Demonstration
POWDER FILLER: AMS Filling Systems A100/1312 Auger Filler & Tronics S30 P/S Wrap Labeler Demonstration
PASTE FILLER: Simplex Filler Paste Quad AIR-QT Demonstration
CUP FILLER: Autoprod / Oystar FP2X4 Inline Cup Filler Demonstration
CUP FILLER: World Cup 12-32 Rotary Cup Filler Demonstration
TUBE FILLER: Norden 602 Tube Filler / Sealer Demonstration
TUBE FILLER: Norden 602 Tube Filler and Sealer
RELATED EQUIPMENT







Filling Machinery MANUFACTURERS




