LEARN MORE
VIDEOS
RELATED EQUIPMENT
LEARN MORE ABOUT
Pharmaceutical & Nutraceutical Equipment
When we think of syringes, we think of injections. Long, sharp needles that doctors and nurses poke into our arms and elsewhere. This may be the most common application but it is far from the only one.
Syringes allow very precise control of dosing by markings on the barrel. They also allow precise control of the dispensing rate. This is important both when injecting into a person to prevent pain and laying down a bead of adhesive. Needles or other dispensing tips may be used. Common non pharmaceutical applications include glue dispensers, two part epoxy dispensers, caulking and grease dispensers. This paper will refer to all as syringes for simplicity.
Some syringes are supplied empty and filled at time of use. Many are supplied pre-filled for convenience. This paper will focus on pre-filled syringes and the filling and stoppering process.
Syringes may be made of plastic or glass. Plastic syringes may be supplied in bulk for feeding to the filler using a centrifugal or vibratory orienter or other feeder. Glass syringes are commonly provided in tubs or “nests” sealed with a plastic film. These consist of a plastic tub with a tray resting on a lip. The tray holds approximately 100 to 160 syringes depending on syringe diameter. The tray separates and protects the syringes during handling. Tray and syringes can be lifted out of the tub for filling and plugging. Plastic syringes may be provided in tubs as well.
The typical syringe consists of 2 main components, the syringe itself, called the barrel or body and the plug. The barrel is open at both ends. One end to full barrel diameter. The other end has a smaller opening called a luer where the needle or other tip is fitted. The below picture shows a plain tapered luer. They may also have lugs or threads. Most syringes have a flange around the open end. This allows the syringe to be conveniently gripped with two fingers when dispensing. The plug, sometimes mis-called the plunger, is a product compatible elastomeric and seals tightly to the barrel walls, preventing leakage. Ribs are commonly used to enhance sealing.
READ THE REST OF THIS WHITE PAPER: DOWNLOAD PDF
Glass ampules (Sometimes “ampoules”) are the ultimate tamper evident/resistant package. Popular for injectable pharmaceutical products, they are also used for other speciality products like cosmetics. Ampules are available in sizes from a few milliliters to a few ounces.

The ampule is formed from glass tubing and consists of a body, where the product will normally be, a neck that is designed to break and an upper section that is flame sealed. The ampules are typically supplied in shrinkwrap film. In most pharma applications, the shrinkwrapped film is removed and the ampules are washed and sterilized. Transport trays are used to transfer the ampules to the filler infeed. There they are placed on a rotary or inline infeed that single files them into the filler. A pusher block, on the table or conveyor, is usually used to prevent the ampules from falling over backwards.
Another alternative is to use an inclined infeed tray to the filler. Ampules are loaded on the tray and gravity prevents them falling. Gravity also drives them to the filler.
At the table or tray discharge, the ampules are single filed into the filler where they are captured in pockets in a trunnion chain or a walking beam.

These move the ampule into the filling section. Filling needles are lowered into the lower chamber of the ampule and the product is dispensed. Filling can be with piston, peristaltic, gear or other pump or by time-pressure. It is critical that no splashing or dripping occur in the upper portion of the ampule. If there is any product in the upper chamber, it will be burned during sealing, ruining the product.
After filling, the ampule is indexed to the sealing section. Gas flames heat the ampule below the tip. A pair of metal fingers grip the tip pulling it upward. As the tip and ampule are pulled apart, the molten glass seals closed. The fingers deposit the scrap in a waste chute. This picture shows ampules indexing, two up, to a preheating and final sealing station.
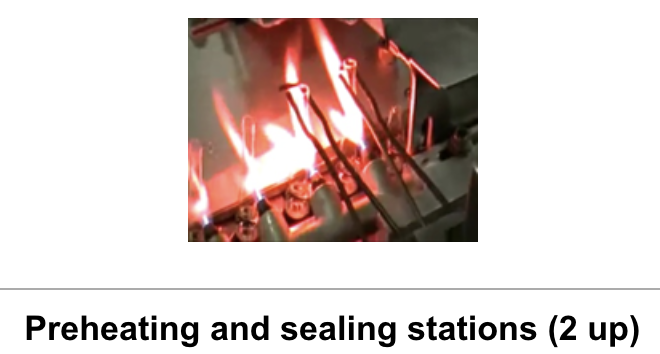
The sealed ampule exits the filler and is collected in a tray or accumulation table or conveyed for labeling and packing.
At point of use, the sealed tip is snapped off. This leaves the body open at the neck. Since it is broken open, it cannot be resealed. This makes them an excellent one time use package.
Customers want shiny capsules. Pharmaceutical and nutraceutical gelatin capsules will get dusty during the manufacturing process. Dust should be controlled as much as possible but it is never possible to get it all. This leaves capsules looking a bit dull as they leave the encapsulating machine. Coated pharmaceutical tablets are not usually dusty but the coating my not have the shine customers want to see.
Capsule and tablet polishing machines provide a final step to remove dust and shine up the capsules and tablets.
These are simple machines consisting of two conveyor belts, one above the other. Both belts are covered in lamb’s wool or a similar synthetic material. Each belt is independently driven to allow differential speed between them.
Product is loaded into a hopper at the infeed end of the conveyor. The hopper has a gate to control the discharge rate of the product so that it is never more than a single layer thick. High capacity polishers or difficult products may necessitate a vibratory hopper for more positive and consistent flow.
Product falls onto the lower belt and is conveyed under the upper belt. The height of this belt is adjusted to provide good contact with the product but not so tight as to crush, deform or other wise damage it. The speed of the upper belt is adjusted to be slower or faster (depending on machine design and product) than the speed of the lower belt which is adjusted to meet capacity and polishing time requirements.
This speed differential causes the product to roll and tumble as they rub against the belts. This exposes all sides of the product to gentle rubbing and polishing by the belts.
At the end of the conveyor, product discharges into a bin.
The amount of dust removed in the polisher should be minimal, most of it having been removed in a deduster at the encapsulating machine. There is some, however and if not removed it will eventually build up in the belts and get back on the capsules. Vacuum is required on both belts to remove dust and prevent dust buildup.
videos
Accura Pharmaquip PVT. LTD., single operator inspection belt
PHARMA CAPSULE, VIAL & AMPULE FILLER: Pharmaceutical Automatic Sorting System Demonstration
PHARMA CAPSULE, VIAL & AMPULE FILLER: Complete McBrady Capsule Bottling Line
PHARMA COUNTER: Modular Packaging Model MC2 Dual Rack Tablet Counter Demonstration
PHARMA COUNTER: King Semi-Auto Table Top Tablet/Capsule Counter Demonstration
PHARMA COUNTER: King Semi-Auto Table Top Tablet/Capsule Counter Demonstration
PHARMA TABLET PRESS: Arpac, Inline, intermittent motion, shrink bundler and tunnel
PHARMA TABLET PRESS: Arpac Automatic Stainless Steel Intermittent Motion Shrink Bundler / Tunnel Demonstration
PHARMA TABLET PRESS: Colton Single Station Tablet Press Demonstration
PHARMA ALUMINUM CAPPER: West Automatic Aluminum Cap Sealer Demonstration
PHARMA ALUMINUM CAPPER: West Capper Aluminum NPW575
PHARMA TABLET/CAPSULE INSERTER: Eisai, Model RMS-200-5, dimensional tablet sorter
PHARMA TRAYER: Bemac Pharmaceutical Trayer 1P.8
PHARMA COTTON INSERTER: 5C9201 USED Lakso 300 Inline Cottoner, Packaging Machinery
RELATED EQUIPMENT





Pharmaceutical & Nutraceutical Equipment MANUFACTURERS

