
LEARN MORE
VIDEOS
RELATED EQUIPMENT
LEARN MORE ABOUT
Industrial Extruders
Injection molding, blow molding, cast or blown film, extrusion. If it is a plastic forming process, it probably starts with extrusion.
Most plastic resins come in the form of beads, pellets or flakes. These need to be heated and squeezed together to form a homogeneous plasticized mass that can be molded or shaped into finished components or into film for packaging use. Extruders do this using a combination of heat and pressure.
This is a schematic of a typical plastic extruder.
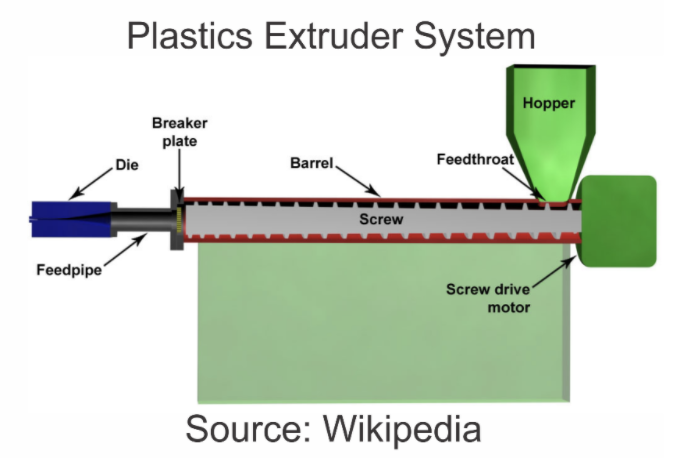
Plastic resin is loaded into the hopper. Smaller, low volume systems may rely on hand loading. Higher volumes will use automated resin transfer systems such as vacuum loading to maintain a consistent level of resin in the hopper.
Resin flows into the space between screw and barrel. Note that the root diameter of the screw increases and the thread pitch decreases between inlet and discharge. This squeezes the resin beads together. The increasing pressure heats the resin. The heat of compression combined with external heaters on the barrel soften, but do not liquify, the resin. The mixing action of the screw blends the resin into a homogenous mass.
A breaker or restrictor plate at the discharge restricts the discharge flow causing a back pressure in the barrel. The plastic is discharged in either a solid stream, for injection molding or film casting or can be extruded in a tubular form for blow molding, film blowing, or tubing extrusion.
Extrusion can be continuous with the screw running continuously at a constant RPM for processes like blown or cast film. In molding processes, the screw will run intermittently dispensing a precise quantity of plastic then stopping until ready for the next molding cycle.
Some extruders can be programmed to run at varying speeds with the discharge opening expanding or contracting. In the case of a blow molded bottle, this “programmed parison” allows for varying thickness of the final bottle. It can provide a thicker wall where extra strength is needed and a thinner wall in the walls where less is requires.
videos
Extruders Overview
RELATED EQUIPMENT



Industrial Extruders MANUFACTURERS


